“在工業加工領域,目前的發展趨勢是與日俱增的難加工材料的應用和刀具所受負荷程度越來越大。”位于Oberkochen地區的LMT公司的顧問Diethard Thomas博士說道。今天所采用的材料則以往更加難以加工。特殊的挑戰來自于對硬度較大,直至68HRC的鋼材、鈦金屬材料和復合材料的加工,尤其是高科技應用場合所需的碳纖維復合材料(CFK)。屬于此類挑戰的還有使用越來越普遍的不銹鋼,因為在加工這種材料時會產生很不利的切屑。

對加工策略的優化至關重要
較高或很高硬度的材質要求較高的切削力和較大的刀片負荷,同時所產生的熱量也會較大。僅僅通過改進切削刀具的材質特性并不能解決問題:更需要做的是對刀具結構設計、大阻力切割材料和相應涂層進行智能化的綜合整改。此外,對加工策略的優化也顯得非常重要,例如長短輻旋輪線銑削工藝。
在銑削高強度材料時,通常會考慮縮小切削角度和準備出相應的切割邊緣。通過準備出合適的切割邊緣,刀片的穩定性可以得到增強。另外一個結構性的措施便是放大邊角的半徑,這是因為刀片邊角所受到的機械載荷和熱載荷最大。因此,銳邊的出現會導致刀片提前磨損。在刀片材質種類方面,只要是設備的狀態穩定,就可以選擇具有很高K類熱硬度的微粒硬質金屬材質。否則的話,則P質量就更有優勢。合適的涂層不僅具有很高的硬度,同時也以很高的熱硬度而見長。與少數幾個固定的材料相比,此類材質的切割值有所降低。根據不同的應用場合,每齒進給量也下降大約20%。
刀具制造廠商所面臨的挑戰是非勻質材料結構的復合材料。在把CFK與例如鋁材相復合的結構部件鉚接成所謂的垛材時,必須對板材進行鉆孔、鉸孔和倒角。迄今為止需要采取三道工序和最多用到三種不同的刀具。現在,LMT Berlin公司對此研發出了一種刀具,采用這種刀具只需一個工序即可完成加工。這種帶有PKD刀片的“One-Shot-Drill”(一槍鉆)以擁有作業安全的多功能而見長,它可以避免噴濺、毛刺生成和分層現象。在顧及刀具更換時間的情況下,在CFK上鏜出1000個符合公差的孔,可以節省58%的成本。

“對現代難加工高效材料的相應切削刀具的研發工作實際上需要講究勤奮。”位于Düsseldorf地區的ZCC公司的產品經理Nobert Reiche解釋說。在這方面并沒有捷徑可走,而是需要堅韌不拔和對細節問題持續進行優化的協作精神,例如切割材料的成分、涂層方式和結構以及刀片的外形與布置等問題。對此則需要與用戶、Düsseldorf總廠里的硬質金屬技術專家、涂層技術人員和應用實驗室進行緊密合作。研發工作主要在德國進行,例如相當關鍵的涂層范圍即為如此。
避免分層是CFK銑削中面臨的一個挑戰
對CFK材料進行銑削時所面臨的特別挑戰之一便是如何避免分層的問題,即復合材料里有一部分纖維被扯出。在這方面,刀片的幾何外形非常重要。單純降低6mm直徑范圍內的刀片的幾何外形尺寸的做法并不湊效。在這個范圍內,ZCC公司在其自行研發的,直徑小至0.8mm的VHM微型銑刀上擁有專門的技術訣竅。
這種銑刀通常可以被應用到對高檔汽車和跑車的CFK部件的加工場合上。對可以使金剛石涂層達到極佳附著力的高效硬金屬合金的研發也是非常重要的。它對刀片的耐久性有著決定性的影響。
ZCC公司也在鈦金屬材料加工(例如航空航天)領域里潛心研發。鈦金屬合金具有冷硬化傾向并可構成具有粘結特性的長條切屑。冷硬化現象可以導致刀具快速變鈍。此外,尤其是在切削螺紋時,鈦金屬的典型的彈性和強度特征會造成刀具“卡殼”。
若要達到優良的加工品質,需要選擇鋒利的刀具、合適的角度半徑、正確的硬度和正確的進給量。刀具的硬度要與材料的硬度相適應。目前,ZCC公司與一家用戶和一家領先的涂層廠家一起,共同研發更好的、可加工精細部件的刀具,以達到很強的加工能力和一次成型銑削。對刀具形狀和刀片幾何外形的研發工作由ZCC公司負責實施,刀具涂層則由一家在業內很有名的德國企業負責,而用戶則負責各類試驗。在經過第一次試驗失敗之后,所開發的七刀片刀具達到了可接受的效果。該研發團隊期待著目前再次改進的刀具外形能夠獲得關鍵性的突破。
在加工航空航天所需的鈦金屬結構件時,往往需要達到一個很高的切削容量,切削速率成為了一個很重要的競爭力指標。另一方面,在鈦金屬加工上也要戰勝極大的挑戰。鈦金屬合金的范圍很廣,在可加工性方面也存在著各種不同之處。從傳統的Ti6Al4V到諸如Ti10-2-3或Ti5553等的強度更高的合金。Ceratizit公司也是本領域里的一家專業化公司。這家位于盧森堡的切削加工廠商具備粉末冶金和應用技術的加工能力。無論是針對渦輪鏟斗的高合金鋼、耐高溫材料,還是鈦金屬合金材料。
鈦金屬的熱導性能較差,因此切削刀具的熱負荷會加大,刀具的磨損風險也會變得更大,這是因為刀具受到的熱負荷會加大。另一個因素便是鈦金屬的潤滑性傾向,因此切屑很容易會與轉位刀片焊結在一起,并在再次進刀時會與刀刃周邊產生燒結現象。
針對各種不同的加工任務,研發出相應類型的刀具產品。轉位銑刀在大物料量加工場合可以達到極佳的效益,因此它通常是粗加工場合的首選刀具。而VHM刀具則主要適用于半精加工和精加工,其主要任務當然也是這些方面,例如曲率半徑很小、鏤空和槽口尺寸很窄而無法采用轉位刀具等場合。容屑槽數大和軸向切削率高等,均屬于這種刀具的固有優點。
切屑的安全排放決定了生產流程
Mapal公司針對鈦金屬內置結構件的挑戰性加工,研發出了一種創新型的帶有ISO轉位刀片的套式立銑刀。據Mapal公司介紹,齒排上采用各種不同刀片規格,可以使這種新型銑刀達到很高的性能。刀片呈徑向安裝。“由于材料的可鍛性強,刀片會經受到比諸如鑄件加工更大的負荷。徑向安裝方式可以幫助刀片經受住這種負荷。”該研發項目的高級項目經理Axel Fleischer解釋道。在研發工作中,除了刀片及其最佳的安裝角度之外,銑刀的基體也至關重要。對經過硬化和鍍鎳處理的特種工具鋼的選擇,是影響到銑刀基體功能的一個重要因素。
對內部冷卻劑的輸送作了徹底的優化,每個刀片均單獨接受冷卻劑的供給。最佳設計的冷卻劑輸送路徑與經過拋光的大容量切屑腔室可以確保切屑的安全排放。在研發過程中,切屑腔室的結構設計雖然顯得有些繁瑣,但是對于銑刀的成功應用來說,則非常重要。這是因為在切削率很高的情況下,確保流暢的切屑排放是至關重要的。“對此也需要做大量的試驗工作。”Mapal公司研發工程師Dietmar Maichel總結說道。
各個部分的優化結果匯總起來的效果究竟如何,最初的實際試驗結果可以給出答案。“航空領域里的一個用戶對采用新型Mapal鈦金屬加工銑刀所能達到的數值非常滿意。”這家位于Aalen地區的企業的項目負責工程師Jens Ilg如是說。在加工TiAl6V4鈦合金部件時,采用了兩款直徑分別為50?mm(Z=4)和63?mm(Z=5)的新型銑刀,其最大切割深度為30?mm,每齒在全斷面切割時的進給量為0.15?mm。
在航空航天領域,大約有三分之一用于鉚釘和螺栓緊固的復合材料孔是通過手動工具進行打孔的。因此,在設計刀具時需要特別重視對手動工具所存在的無法避免的定位與穩定性方面的不良影響進行補償。
尤其是當刀具發出側向楔入力或需要耗費很大的垂直力時,孔的質量、生產率和員工的注意力都會受到不良的影響。此外,在刀具發生斷裂時,孔的下部便會產生毛刺、破裂和分層。倒角往往也會受到損壞。對鉆孔的典型要求是粗糙度Ra<4.8?μm,整個范圍內的分層程度為<1?mm且無剝落現象。如果是金屬包覆的情況,則粗糙度要求為Ra<3.2?μm(<1.6?μm,金屬范圍),孔的誤差范圍為±0.02~±0.04?mm,而CFK的誤差范圍則為無切屑損傷現象出現。
圖1 針對CFK復合材料銑削加工的VHM微型銑刀和轉位刀具
對加工策略的優化至關重要
較高或很高硬度的材質要求較高的切削力和較大的刀片負荷,同時所產生的熱量也會較大。僅僅通過改進切削刀具的材質特性并不能解決問題:更需要做的是對刀具結構設計、大阻力切割材料和相應涂層進行智能化的綜合整改。此外,對加工策略的優化也顯得非常重要,例如長短輻旋輪線銑削工藝。
在銑削高強度材料時,通常會考慮縮小切削角度和準備出相應的切割邊緣。通過準備出合適的切割邊緣,刀片的穩定性可以得到增強。另外一個結構性的措施便是放大邊角的半徑,這是因為刀片邊角所受到的機械載荷和熱載荷最大。因此,銳邊的出現會導致刀片提前磨損。在刀片材質種類方面,只要是設備的狀態穩定,就可以選擇具有很高K類熱硬度的微粒硬質金屬材質。否則的話,則P質量就更有優勢。合適的涂層不僅具有很高的硬度,同時也以很高的熱硬度而見長。與少數幾個固定的材料相比,此類材質的切割值有所降低。根據不同的應用場合,每齒進給量也下降大約20%。
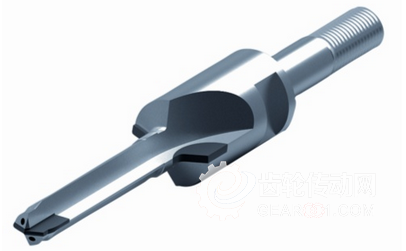
刀具制造廠商所面臨的挑戰是非勻質材料結構的復合材料。在把CFK與例如鋁材相復合的結構部件鉚接成所謂的垛材時,必須對板材進行鉆孔、鉸孔和倒角。迄今為止需要采取三道工序和最多用到三種不同的刀具。現在,LMT Berlin公司對此研發出了一種刀具,采用這種刀具只需一個工序即可完成加工。這種帶有PKD刀片的“One-Shot-Drill”(一槍鉆)以擁有作業安全的多功能而見長,它可以避免噴濺、毛刺生成和分層現象。在顧及刀具更換時間的情況下,在CFK上鏜出1000個符合公差的孔,可以節省58%的成本。
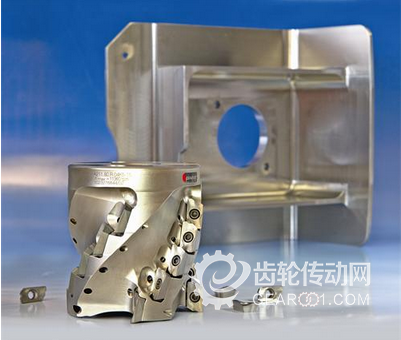
圖2 帶有ISO轉位刀片,用于對鈦金屬進行粗加工的套式立銑刀。各齒排采用不同的刀片尺寸可以確保新型銑刀的良好性能
“對現代難加工高效材料的相應切削刀具的研發工作實際上需要講究勤奮。”位于Düsseldorf地區的ZCC公司的產品經理Nobert Reiche解釋說。在這方面并沒有捷徑可走,而是需要堅韌不拔和對細節問題持續進行優化的協作精神,例如切割材料的成分、涂層方式和結構以及刀片的外形與布置等問題。對此則需要與用戶、Düsseldorf總廠里的硬質金屬技術專家、涂層技術人員和應用實驗室進行緊密合作。研發工作主要在德國進行,例如相當關鍵的涂層范圍即為如此。
圖3 配備有PKD刀片的One-Shot-Drill鉆具可以一次性實現鉆孔、鉸孔和倒角功能,并可避免斷裂、毛刺生成和出現分層
避免分層是CFK銑削中面臨的一個挑戰
對CFK材料進行銑削時所面臨的特別挑戰之一便是如何避免分層的問題,即復合材料里有一部分纖維被扯出。在這方面,刀片的幾何外形非常重要。單純降低6mm直徑范圍內的刀片的幾何外形尺寸的做法并不湊效。在這個范圍內,ZCC公司在其自行研發的,直徑小至0.8mm的VHM微型銑刀上擁有專門的技術訣竅。
這種銑刀通常可以被應用到對高檔汽車和跑車的CFK部件的加工場合上。對可以使金剛石涂層達到極佳附著力的高效硬金屬合金的研發也是非常重要的。它對刀片的耐久性有著決定性的影響。
ZCC公司也在鈦金屬材料加工(例如航空航天)領域里潛心研發。鈦金屬合金具有冷硬化傾向并可構成具有粘結特性的長條切屑。冷硬化現象可以導致刀具快速變鈍。此外,尤其是在切削螺紋時,鈦金屬的典型的彈性和強度特征會造成刀具“卡殼”。
若要達到優良的加工品質,需要選擇鋒利的刀具、合適的角度半徑、正確的硬度和正確的進給量。刀具的硬度要與材料的硬度相適應。目前,ZCC公司與一家用戶和一家領先的涂層廠家一起,共同研發更好的、可加工精細部件的刀具,以達到很強的加工能力和一次成型銑削。對刀具形狀和刀片幾何外形的研發工作由ZCC公司負責實施,刀具涂層則由一家在業內很有名的德國企業負責,而用戶則負責各類試驗。在經過第一次試驗失敗之后,所開發的七刀片刀具達到了可接受的效果。該研發團隊期待著目前再次改進的刀具外形能夠獲得關鍵性的突破。
在加工航空航天所需的鈦金屬結構件時,往往需要達到一個很高的切削容量,切削速率成為了一個很重要的競爭力指標。另一方面,在鈦金屬加工上也要戰勝極大的挑戰。鈦金屬合金的范圍很廣,在可加工性方面也存在著各種不同之處。從傳統的Ti6Al4V到諸如Ti10-2-3或Ti5553等的強度更高的合金。Ceratizit公司也是本領域里的一家專業化公司。這家位于盧森堡的切削加工廠商具備粉末冶金和應用技術的加工能力。無論是針對渦輪鏟斗的高合金鋼、耐高溫材料,還是鈦金屬合金材料。
鈦金屬的熱導性能較差,因此切削刀具的熱負荷會加大,刀具的磨損風險也會變得更大,這是因為刀具受到的熱負荷會加大。另一個因素便是鈦金屬的潤滑性傾向,因此切屑很容易會與轉位刀片焊結在一起,并在再次進刀時會與刀刃周邊產生燒結現象。
針對各種不同的加工任務,研發出相應類型的刀具產品。轉位銑刀在大物料量加工場合可以達到極佳的效益,因此它通常是粗加工場合的首選刀具。而VHM刀具則主要適用于半精加工和精加工,其主要任務當然也是這些方面,例如曲率半徑很小、鏤空和槽口尺寸很窄而無法采用轉位刀具等場合。容屑槽數大和軸向切削率高等,均屬于這種刀具的固有優點。
圖4 Ceratizit公司是一家在難切削材料加工領域里的專業化企業。高合金鋼、高耐熱材料和鈦合金材料均屬于其加工能力范圍
切屑的安全排放決定了生產流程
Mapal公司針對鈦金屬內置結構件的挑戰性加工,研發出了一種創新型的帶有ISO轉位刀片的套式立銑刀。據Mapal公司介紹,齒排上采用各種不同刀片規格,可以使這種新型銑刀達到很高的性能。刀片呈徑向安裝。“由于材料的可鍛性強,刀片會經受到比諸如鑄件加工更大的負荷。徑向安裝方式可以幫助刀片經受住這種負荷。”該研發項目的高級項目經理Axel Fleischer解釋道。在研發工作中,除了刀片及其最佳的安裝角度之外,銑刀的基體也至關重要。對經過硬化和鍍鎳處理的特種工具鋼的選擇,是影響到銑刀基體功能的一個重要因素。
對內部冷卻劑的輸送作了徹底的優化,每個刀片均單獨接受冷卻劑的供給。最佳設計的冷卻劑輸送路徑與經過拋光的大容量切屑腔室可以確保切屑的安全排放。在研發過程中,切屑腔室的結構設計雖然顯得有些繁瑣,但是對于銑刀的成功應用來說,則非常重要。這是因為在切削率很高的情況下,確保流暢的切屑排放是至關重要的。“對此也需要做大量的試驗工作。”Mapal公司研發工程師Dietmar Maichel總結說道。
各個部分的優化結果匯總起來的效果究竟如何,最初的實際試驗結果可以給出答案。“航空領域里的一個用戶對采用新型Mapal鈦金屬加工銑刀所能達到的數值非常滿意。”這家位于Aalen地區的企業的項目負責工程師Jens Ilg如是說。在加工TiAl6V4鈦合金部件時,采用了兩款直徑分別為50?mm(Z=4)和63?mm(Z=5)的新型銑刀,其最大切割深度為30?mm,每齒在全斷面切割時的進給量為0.15?mm。
在航空航天領域,大約有三分之一用于鉚釘和螺栓緊固的復合材料孔是通過手動工具進行打孔的。因此,在設計刀具時需要特別重視對手動工具所存在的無法避免的定位與穩定性方面的不良影響進行補償。
尤其是當刀具發出側向楔入力或需要耗費很大的垂直力時,孔的質量、生產率和員工的注意力都會受到不良的影響。此外,在刀具發生斷裂時,孔的下部便會產生毛刺、破裂和分層。倒角往往也會受到損壞。對鉆孔的典型要求是粗糙度Ra<4.8?μm,整個范圍內的分層程度為<1?mm且無剝落現象。如果是金屬包覆的情況,則粗糙度要求為Ra<3.2?μm(<1.6?μm,金屬范圍),孔的誤差范圍為±0.02~±0.04?mm,而CFK的誤差范圍則為無切屑損傷現象出現。