(排名不分先后)
一、美國格里森公司
美國格里森公司建立于1865 年,是齒輪連動技術的全球性領袖。其產品和服務包括生產性機床、精加工和測試齒輪,以及提供工具替換件、實地應用開發服務、齒輪設計和檢查軟件、培訓計劃、工程支持、機床改建和升級服務等項目的全球支持系統。格里森公司同時也是齒輪設計理論領域以及原型和生產型齒輪應用、測試、分析領域的領袖。

Genesis130H數控滾齒機
Genesis130H數控滾齒機,最大加工直徑φ130mm,最大模數M3,最大工件轉速1000rpm,最大軸向行程350mm,最大滾刀轉速4000rpm,最大滾刀軸向行程220mm,螺旋角±45°。

PHOENIX®II型600G錐齒輪磨齒機
鳳凰(PHOENIX®)Ⅱ600G在格里森的 PHOENIX®II 型機床的系列產品中增加了一個新成員,這就是先進的錐齒輪磨齒機。它采用了有個革命性的整體立柱設計方案,這一設計構思既減少了機床的占地面積,而且還大大地降低了工作循環時間。600G磨齒機可加工節圓直徑600mm的齒輪,而它的占地面積卻只有3.9*3.1m(過濾器除外)。這一緊湊的結構里還包括自帶的電氣柜和液壓裝置,使得機床的安裝既簡便又快捷。
二、德國皮特勒公司
PITTLER公司作為DVS集團成員之一,有著上百年的歷史。定位中國高端機床市場,PITTLER公司將德國先進的專業知識與中國強大的市場需求緊密地結合在一起。
德國皮特勒Pittler 強力刮齒機床是強力刮齒機床生產企業中的佼佼者,在替代傳統的插齒和滾齒加工中為企業提高效率和精度,降低加工成本功不可沒。

強力刮齒加工采用了滾、插齒為一體的切削方式來加工內、外齒圓柱齒輪,在切齒加工過程中,切齒刀具既相當于滾刀又相當于插齒刀,其切削方式為工件和刀具連續旋轉,將滾齒和插齒運動相結合來切齒。在進行強力刮齒時,刀具相對于工件有一軸交角,且與工件分別繞自身軸線轉動以形成展成運動,同時刀具沿工件軸向走刀以切出工件的全長。刀具的形狀與插齒刀很相似。當工件為直齒時,刀具應為鈄齒;當工件為鈄齒時,刀具一般做成直齒。當加工漸開線齒形時,不論刀具是直齒或鈄齒,其端剖面內的齒形皆為漸開線。刀具的理論切削刃形狀應按刀具與工件嚙合時在刀具齒面上的接觸線制造。因此,當刀具是直齒時,切削刃就在刀具的端平面上為漸開線形;當刀具是鈄齒時,其切削刃則為漸開線螺旋面與回轉雙曲面的交線。在加工齒輪時,刀具的切削刃就在嚙合過程中的接觸線位置上,當刀具用鈍后是按其前面刃磨的。






采用強力刮齒加工內嚙合齒輪和插齒加工相比較,生產效率是插齒的4~4.2倍;而加工精度,插齒為DIN 8級,強力刮齒為DIN 7級,為此若在相同 加工精度的情況下,強力刮齒所具有的潛在生產效率可以是插齒的6~8倍,所以強力刮齒是有望取代插齒的極其經濟的加工工藝,兩者相比強力刮齒生產效率可高出4~8倍以上;加工精度可達DIN 7級或更高,齒面粗糙度為Rz 4;加工一個工件的刀具成本相同或更低;機床占地面積更少;單件加工成本顯著下降。
雖然強力刮齒比插齒有很多優勢,但強力刮齒目前尚不能完全取代插齒加工,如工件模數大于8mm或工件直徑大于800mm以及當刀具和工件之間產生干涉時就只能采用插齒加工。
三、德國維拉WERA公司
德國維拉WERA公司自行開發并注冊的插滾專利機床工藝技術,經多年成功的實際應用,目前已在歐美汽車變速器行業投入批量使用。德國維拉WERA插滾工藝是首次將滾齒、插齒和拉齒工藝合并在內、外齒熱前制齒加工生產中心。

德國維拉WERA插滾機工藝特點:
1. 德國維拉WERA插滾機加工精度高,插滾制齒加工精度可達到DIN5-7級;德國維拉WERA插滾機表面粗糙度:Rz2-3;
2. 德國維拉WERA插滾機高柔性:一臺插滾機可加工內齒,亦可加工外齒;
3. 高效率:德國維拉WERA插滾機換產時間:30分鐘內,換產只需更換刀具、卡頭、傳送帶掩膜并調出加工程序即可;
4. 刀具消耗成本低,可反復多次修磨(15-20次)復用。干式加工,無需冷卻液,節省生產成本,減少故障點。機床清潔環保,加工后無需清洗。氣動夾緊(氣源5巴),無需液壓系統,節省生產成本。
5. 德國維拉WERA插滾機方便聯線生產:機床上下料傳送帶可左置、右置或貫通(需先期確認);
6. 操作簡單,無需專業人員;高自動化:全加工中-英-德信息提示、燈光(三色燈)、頁面故障報警及排故提示,操作者只需擺放和收取工件;
7.方便維護:機床前、后、左、右均設有機電聯鎖防護機門,分別用于加工區、自動化區、機后主軸區等維護,維修人員可方便的觸及機床內部各單元;
8. 插滾機獨特工藝:
①無需更新刀具即可通過調整機床加工參數優化齒向(節圓柱與側齒面的交線)、錐度和鼓形量。
②在內外齒加工中通常遇到的問題是,毛坯批次、材質穩定性不同,制齒機加符合圖紙要求,但熱處理后變化較大,如鼓形量超差等,需要修改刀具尺寸,從而造成額外損失。維拉插滾機可將熱處理后的齒形變化在加工中預先設定后加工出,亦可多次試切樣件直至滿足熱后技術要求,但無需另行設計制造刀具。
四、日本那智不二越公司
NACHI作為工業用多軸機器人的先驅,在世界上處于領先的地位。產品適用于各種行業,為客戶提供諸如:汽車白車身焊接、各種工件搬運、超大型重物搬運、涂膠、零件組裝、去毛刺等多種用途的機器人。

特點:
環保
通過本公司的半干式刀具與高剛性主機的配合,實現了半干式搓齒。
節能
通過驅動系統電氣化、半干式搓齒,降低了能量消耗。
通過NC同步控制實現了高精度搓齒加工
利用2臺伺服電機實現左右齒條高精度的NC同步(滾珠絲杠采用直連方式無間隙結構),將以往通過墊片進行的相位調整數控化。
易于工種變更工作
齒條可移動至易于更換齒條的位置(更換齒條時的行程延長200mm),不松齒條壓板即可調整OPD尺寸。
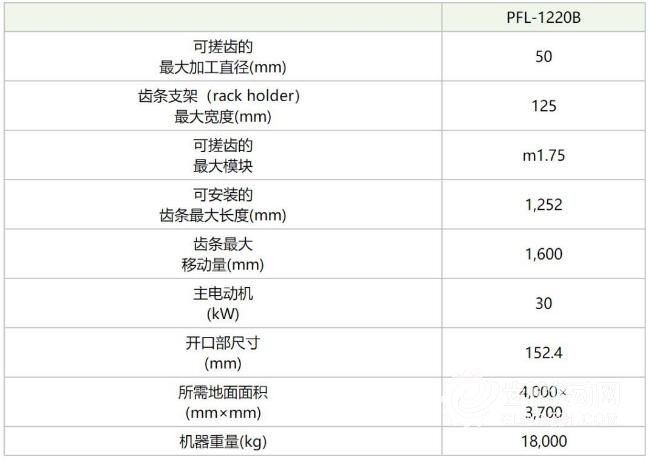
規格:
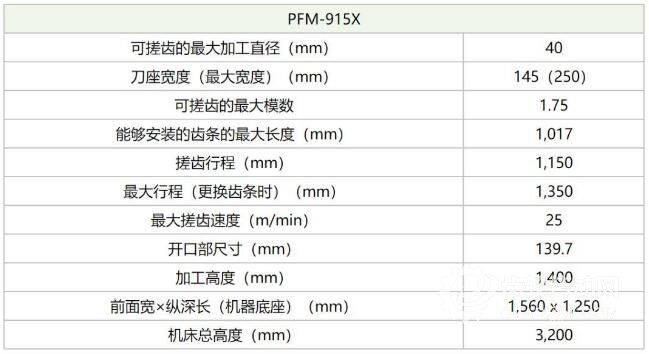
?臥式精密搓齒機 PFL系列
臥式精密搓齒機PFL系列是高效臥式高剛性機型,即使是高負荷搓齒加工,加工精度亦很穩定,。
加工實例:

規格:
五、瑞士萊斯豪爾公司
瑞士萊斯豪爾Reishauer公司是歐洲歷史最悠久的機床制造廠,成立于1788年,是世界上處于領先地位的蝸桿砂輪磨齒機制造廠。萊斯豪爾公司研制的新型數控磨齒機,應用在中國各行各業中,包括航空航天、機床制造業、汽車摩托車制造業、船舶工業、印刷機械和紡織工業及減速機領域。
萊斯豪爾數控磨齒機機床特點:
①機床磨削時將會采用9軸5聯動來完成,利用多年來開發、繼承的優秀控制程序實現特殊領域近乎完美的工件精度。
②最高時采用7頭砂輪,高速切削,大幅提高生產效率。 2006年時,磨削時間已縮短到1分鐘。現在磨削時間更是縮短到0.5分鐘。
③采用雙工件主軸結構,節省了上下料裝載時間,加工效率大幅提升,比單主軸效率高出30%左右。
④采用多軸聯動控制(萊斯豪爾-專利),可在齒輪兩側齒面產生不同的齒向形狀和輸入不同的修正值,卻不會損失磨削時間,增加齒輪應用多樣性
⑤采用低噪音移位磨削程序(萊斯豪爾-專利) 降低齒輪嚙合時的噪音。利用控制系統多軸聯動精密磨削,來擾亂磨削紋路。可以使嚙合齒輪的噪音降低大約1到10個分貝不等。
⑥磨削燒傷的控制。展成磨削只是點接觸,可以在磨削空隙中保留更多冷卻介質,充分帶走熱量。
⑦獨特的油嘴自動跟隨技術保證準確的冷卻點,利用嚙合傳感器找到最佳進刀位置,利用多年來開發、繼承的優秀控制程序自動分配留量,保證最佳磨削,保證零齒面燒傷。
⑧使用萬能修形方式(專利),可以加工擺線和非漸開線齒輪(專利)。
⑨運用先進磨削控制軟件,可以加工直錐齒輪(專利)。
⑩所有的展成磨齒機在加工大螺旋升角的齒輪時,都不可避免地產生齒面形狀扭曲。萊斯豪爾公司通過多年研究,開發出獨特的磨削程序(專利),可以控制扭曲的形成。
?可根據客戶需求,加工各種左右不同齒面的齒輪,從而滿足齒輪在不同載力情況下的不同要求。(目前,在實際大批量生產中,只有萊斯豪爾機床被證明可行)。
?獨特的并行操作準備,方便操作者更換工件。運行全自動砂輪和金剛輪嚙合程序及修形程序(萊斯豪爾-專利)的同時,操作者可調整工件夾具及其他工作,而砂輪修形不受影響。
?對于操作者每次更換工件,只關心的是,金剛輪,砂輪和夾具3樣。操作者會在更換工件的程序引導下,每次單鍵操作完成更換工作。即使全部附件更換,時間也不超30分鐘。
技術參數:
齒輪直徑 0 - 260 mm
模數 0.5 - 5mm
螺旋角-48°to +48°
最大磨削長度180 mm
工件最大長度 490 mm
主軸轉速 1600轉/分
最大承重50 kg
最大磨削速度 80 m/s
砂輪最大外徑275 mm
砂輪最大寬度160 (125) mm
砂輪修整器直徑 123 / 140 mm

技術參數:
齒輪直徑 5 - 560 mm
模數 0.5 - 8 mm
螺旋角 -45°to +45°
最大磨削長度300 mm
工件最大長度 700 mm
主軸轉速 600轉/分
最大承重300 kg
最大磨削速度 80 m/s
砂輪最大外徑300 mm
砂輪最大寬度160 (145) mm
砂輪修整器直徑 160 mm
六、德國霍夫勒公司
德國霍夫勒HOFLER公司是全世界最有知名度的齒輪加工設備制造者之一,公司總部位于德國核心工程技術區。自1959年成立至今,霍夫勒公司一直致力于提供行業領先的磨齒機和滾齒機解決方案。

?霍夫勒HELIX 400成型磨齒機
霍夫勒HELIX400磨齒機結構緊湊,應用靈活。
適用于工件直徑達400mm的齒輪加工
成熟的機床結構高精度使高精度生產更可靠。
通過控制和軟件應用能夠實現齒形和齒向的特殊修形。
另外HELIX400還可以實現斜齒的加工。
承載能力強,靈活性高,選項多樣化適用不同生產需求。為您提供最好的投入產出比!
Gearpro磨削專家軟件操作簡便,即使再復雜的工藝應用也能勝任。

霍夫勒VIPER500型號磨齒機為直徑達500mm的工件而設計,適用于中小尺寸工件的批量生產。為了適用于特殊的要求,該機床擁有三種型號供用戶選擇:
成形磨削(標準型)
特殊工件以及多砂輪磨削技術應用(K型號)
蝸桿砂輪磨削(W型號)
VIPER 500 W機型可一機實現成形磨和蝸桿砂輪磨功能,刀具更換方便省時。更換磨削功能時,只需更換砂輪,法蘭以及修整滾輪即可。機床可以配置不同尺寸型號的內磨臂,可以實現外齒加工到內齒加工的轉換。
此外,機床數控軸的設計安排獨特,這是機床高精度高質量高靈活性的重要保證。高動態數控軸能夠實現5軸聯動,在最短的磨削過程中提供最全面的修形功能。機床設計便于清潔,結構緊湊,效率高,節能環保。
Gearpro磨削專家軟件操作簡便,即使再復雜的工藝應用也能勝任。

七、瑞士法斯勒公司
瑞士法斯勒公司專業生產強力內珩齒工藝機床,專注于滾齒(插齒)- 熱處理–強力內珩齒工藝,順應高精度齒輪熱后精加工工藝的發展。

瑞士faessler法斯勒HMX-400齒輪珩磨機
瑞士faessler法斯勒HMX-400齒輪珩磨機是一種非常經濟的生產設備,廣泛應用各個領域的硬齒輪的精加工。具有高動態多軸機床,直接驅動主軸,固有的剛性設計,優良的減振性能。高生產率高精度,廣泛的加工能力。
應用領域
強力珩磨
萬能珩磨
組合珩磨
內齒珩磨
機床加工能力
外齒珩磨直徑范圍10 - 320 mm
內齒珩磨直徑范圍50 - 350 mm
模數范圍0.5 - 6mm(特殊要求需確認)
齒寬最大到 120 mm(特殊要求需確認)
工件軸最大長度 500 mm(特殊要求需確認)
珩磨輪外徑范圍300 - 400 mm
可選配組合珩磨功能(一次裝夾,在同一個軸上加工兩個不同齒輪)
可選配珩磨內齒輪功能
珩磨的優勢
(1)齒輪優勢
齒輪運行平穩,噪音低
齒輪的耐用性更高,壽命更長
齒輪無燒傷,無應力殘留
齒輪精度可達到DIN5
表面粗糙度Ra<0.1>
齒輪設計免費
(2)經濟優勢
工件地到地的加工周期短
刀具成本低
和磨齒比較,生產成本低
工藝可靠
直徑400mm的珩磨輪提高了刀具壽命,應用范圍更廣
工藝壓力控制保證更高的精度
八、瑞士恩斯特-格羅布股份公司
瑞士ERNST-GROB恩斯特格羅布公司是世界著名汽車離合器齒轂沖孔冷成形設備及自動化生產線提供商,擁有世界唯一專利。同時,恩斯特格羅布公司還是汽車花鍵冷擠壓成形的著名設備提供商。擁有世界唯一專利技術的花鍵冷成型工藝,以非切削方式進行花鍵冷成型的加工。

汽車離合器齒轂沖孔冷成形設備生產線
ERNST-GROB公司提供現代化離合器齒轂沖孔冷成形自動化生產線,從冷擠壓成形,到去毛刺精整,再到沖孔成形一氣呵成,包括了自動上下料和物料輸送,可達到無人化看守的現代化水平,極大節約人工。
九、瑞士蘭博特瓦里公司
2006年MZ公司與瑞士蘭博特瓦里有限公司(簡稱LW)合并。蘭博特瓦里公司管理層與員工致力于齒輪技術的研發、為客戶提供高效的解決方案。
瑞士瓦里wahli小模數滾齒機W900micro和瑞士瓦里wahli小模數滾齒機W1000micro是其公司代表性產品,產品性能極佳。高性能高精度小模數齒輪加工,八軸數控,用于鐘表、儀表和微機械行業。

瑞士瓦里wahli小模數滾齒機W1000micro
特點:
三個同步的主軸電機最高轉速15000轉
直齒、斜齒皆可加工,單刀法去毛刺, 特種齒輪也可加工
最大模數1.0,視材料而定
各種自動上料系統W20, W25, W31, W35, W38
也可配備龍門式上料器,直線電機型的單功能上料器
采用最新的博士力士樂系統
十、德國利勃海爾公司
德國利勃海爾不僅是世界建筑機械的領先制造商之一,它還是其他許多領域的技術創新用戶導向產品與服務的客戶認可供應商。
德國liebherr利勃海爾插齒機主要用于退刀受限的情況下加工內外齒輪。這就意味著因為特殊的工件幾何形狀或干涉輪廓,僅能通過插齒工藝進行加工。插齒機裝備了能與工藝和機床匹配的最佳自制插齒刀具。

帶電子螺旋導軌的高效插齒機
帶電子螺旋導軌特點
“既然是插齒,那就應該達到盡可能高的效率和最好的質量”一這種想法很多用戶都不陌生。它涉及到的是那些經濟的滾齒加工所不能勝任的一些情況,比如加工內齒、以及不能提供足夠出刀空間,具有干涉輪廓的外齒,或者加工批量很小。插齒加工總體上通用性好:它可以加工很多不同型號的齒輪,比如外齒輪,內齒輪,人字齒和冠狀齒輪一盡管切削效率比不上滾齒加工。
憑借幾十年的插齒加工經驗,利勃海爾持續不斷地對現有技術進行改良。如果想在齒輪上加工出不同的螺旋角,插齒頭的運動就必須和齒輪螺旋角保持一致。之前這里采用的是一個機械式螺旋導軌。在從直齒轉換到斜齒,或不同螺旋角間的轉換時,必須人工更換相應的螺旋導軌。這需要30到60分鐘的更換及調試時間。使用電子螺旋導軌僅需(如果有必要的話)更換刀具就可以了。帶有電子螺旋導軌的LSE 600插齒機床滿足用戶,尤其是代工企業對靈活性和經濟性的要求,以及盡可能高的加工質量要求。該設備可以把所有成熟的自動化傳送系統整合到生產加工中。
對直齒輪進行插齒加工時,刀具和工件構成一個軸線平行的“齒輪傳動副”。刀具和工件根據相應齒數比作持續旋轉運動,滾動進給。刀具在進行朝向工件的徑向進給的同時,還需要軸向往復運動以便切削材料。在退回或空轉到起始位置時,機器從工件處提起刀具,以防止劃傷齒面。
對斜齒輪進行插齒加工時,其運動過程基本一致為了加工出齒輪的螺旋角,刀具在上下運動時,附加了一個螺旋運動一對應于給定的螺旋角。這個快速和精確的螺旋運動可通過一個機械螺旋導軌或CNC數控電子螺旋導軌實現。后者具備了顯著的加工工藝性、經濟性和質量優勢。
數控螺旋導軌的優勢– “頻繁地更換加工產品的用戶的最佳選擇”
在德國liebherr利勃海爾LSE600插齒機上螺旋導軌的電動設定是通過對于力矩電機相應的編程來實現的。通過直接驅動技術,我們能自由和靈活地工作,只要簡單輸入角度就可以了。控制系統計算出正確的角度一操作和編程非常簡單。因此這臺設備對那些頻繁更換加工產品的用戶,比如對代工企業來說是個理想的選擇。
之所以能在生產中實現這種靈活性,是因為省去了耗費時間的機械導軌更換。如果在一個部件上插削一個直齒和一個斜齒,在德國liebherr利勃海爾LSE機床上不需要更換機械螺旋導軌或將這個部件放在兩臺不同機床上加工,因為該工序的編程非常簡單:它能在一次裝夾中對多個螺旋角不同的齒輪進行插齒加工,省略了換裝時間。此外還節省了購買各種常規機械導軌的成本,用戶不受導軌交貨時間的限制一是靈活性的又一體現。
校正螺旋角的功能- 高動態穩定性的插齒頭
它還具備了校正螺旋角的功能。fhβ(螺旋線傾斜偏差)能夠在調節插齒機時非常簡單地輸入和精確校準。此外還可以設一個fhβ預留補償值,以補償隨后的熱處理變形。校正精度可達到微米范圍。對于更高的質量要求:在齒向方向,機床加工質量達到小于DIN4標準(或在此之內)。
恰恰是加工小批量產品的代工企業需要一臺靈活性高的設備用一個插齒刀夾還可以省略換刀,并能在一次裝夾中完成工作。比如當外齒為直齒而內齒為斜齒時,內外齒型必須極為精確地相對定位因此兩種齒型必須在一次裝夾中進行插削,您還可以在插削程序1和2之間進行切換。
德國liebherr利勃海爾LSE600插齒機具備精確、高效和工藝可靠性的一個決定性因素是,其插齒頭SKE240采用了高動態穩定的驅動主軸和可移動的插齒頭滑軌使所需的直齒和斜齒輪能夠通過電控生產。插齒頭能夠安裝在最大加工齒輪直徑達到2000毫米的機床系列上, 如生產重型工業變速箱,并允許加工的最大模數達到12mm。240毫米的沖程長度和每分鐘達1000次的往復沖程是獨一無二的,它實現的基礎是極為強勁的動力驅動系統和高效的控制技術。在如此動力強勁的加工過程的同時還能保持機床相應的剛性是我們開發設備時在控制技術上邁出的重要一步。
前景展望:加工高強度材料
插齒工件的材料抗拉強度也大幅度提高依靠其動力和性能,LSE機床的技術是針對高強度材料的插齒加工設計的。利勃海爾已將在這個領域中使用專門設計的不重磨可換刀片進行的一系列自我測試得出的結果應用到了工業應用中。對高合金刀具材料和相應的刀具表面鍍層的選用顯示,加工中的切削效率和刀具的使用壽命還能借此得到進一步提高。