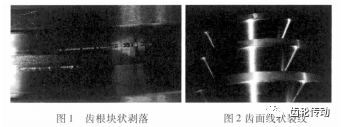
蝸桿通常與蝸輪配合使用組成交錯(cuò)軸齒輪副,可作為減速裝置的重要傳動(dòng)結(jié)構(gòu)。為得到較高的傳動(dòng)效率,蝸桿要求表面硬度和加工精度相對(duì)較高,若蝸桿熱處理和加工工藝不恰當(dāng),容易在蝸桿齒面形成裂紋,影響蝸桿齒面的疲勞強(qiáng)度。某批次蝸桿材料選用 17CrNiM06,是某動(dòng)力傳動(dòng)減速機(jī)的主要傳動(dòng)部件,在磨齒加工過(guò)程中在其齒根、齒面發(fā)現(xiàn)多條不同程度的裂紋,大部分在粗磨工序出現(xiàn)裂紋,其中一件在精磨工序出現(xiàn)裂紋,裂紋主要表現(xiàn)為齒根塊狀剝落、齒面靠近齒根線狀裂紋及由齒根到齒頂散射的線狀裂紋形式,裂紋肉眼可見(jiàn),觸感明顯,嚴(yán)重位置有爆裂現(xiàn)象,如圖1~ 2所示。
為有效開(kāi)展蝸桿齒面裂紋原因分析,本文針對(duì)蝸桿在加工中出現(xiàn)齒面裂紋的問(wèn)題,采用故障樹(shù)的方法, 建立了以蝸桿齒面裂紋為頂事件的故障樹(shù),從設(shè)計(jì)、鍛件毛坯、熱處理、磨削加工等方面自頂向下對(duì)故障樹(shù)進(jìn)行展開(kāi),完成故障樹(shù)的建立;隨后按照自底向上的方法對(duì)故障樹(shù)中可能造成蝸桿齒面裂紋的原因即底事件進(jìn)行了逐一分析和問(wèn)題排查,在對(duì)故障機(jī)理進(jìn)行深入分析的基礎(chǔ)上通過(guò)問(wèn)題復(fù)現(xiàn)等手段對(duì)故障進(jìn)行了定位,并給出了相應(yīng)的解決措施,通過(guò)實(shí)踐驗(yàn)證了措施的有效性,有效解決了蝸桿磨削產(chǎn)生裂紋的問(wèn)題。本文對(duì)如何建立故障樹(shù)、通過(guò)故障樹(shù)分析解決實(shí)際問(wèn)題及開(kāi)展類(lèi)似齒面裂紋的故障原因分析,提供解決方案等都具有實(shí)際的指導(dǎo)意義。
一、故障原因分解
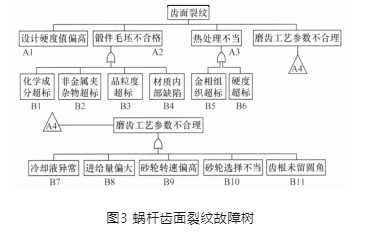
故障樹(shù)圖一般指的是一種性質(zhì)十分特殊的倒立式的樹(shù)狀邏輯因果關(guān)系圖,主要通過(guò)事件符號(hào)、邏輯門(mén)符號(hào)和轉(zhuǎn)移符號(hào)表述故障事件之間的因果關(guān)系。建立故障樹(shù)時(shí),應(yīng)從頂事件出發(fā),逐級(jí)向下分解,找出造成頂事件的直接原因即中間事件,重復(fù)上述步驟直至中間事件不能再次分解或者在實(shí)際分析過(guò)程中沒(méi)必要再次進(jìn)行分解,最底層的輸入事件即所要分析的底事件。通過(guò)該方法建立以蝸桿齒面裂紋為頂事件的故障樹(shù)如圖3所示。
二、故障原因分析
蝸桿齒面裂紋故障樹(shù)中已經(jīng)列出了可能造成蝸桿齒面裂紋的所有原因即底事件,根據(jù)已經(jīng)建立的蝸桿齒面裂紋故障樹(shù),通過(guò)對(duì)該故障樹(shù)中所有底事件進(jìn)行逐一分析和排除,對(duì)蝸桿齒面裂紋問(wèn)題進(jìn)行故障定位,找到造成本批次蝸桿齒面裂紋的真實(shí)原因。
設(shè)計(jì)原因分析:蝸桿齒面裂紋蝸桿表面蝸桿材料為17CrNiM06,按 GB/T3480.5規(guī)定要求滲碳鍛鋼表面硬度660—800 HV或 HRC58—64,圖紙?jiān)O(shè)計(jì)滲碳淬火后表面硬度為HRC58— 62。符合國(guó)家標(biāo)準(zhǔn)要求。對(duì)比同類(lèi)產(chǎn)品蝸桿,其滲碳淬火后表面硬度設(shè)計(jì)值與該要求值吻合,故可排除設(shè)計(jì)硬度值偏高A1。
鍛件毛坯分析:(1)針對(duì)鍛件化學(xué)成分的排查,根據(jù)鍛件廠家提供的自查記錄及鍛件化學(xué)成分表,蝸桿化學(xué)成分符合 17CrNiM06技術(shù)要求,不存在超標(biāo)情況,如表1所示,可排除鍛件化學(xué)成分超標(biāo)B1。

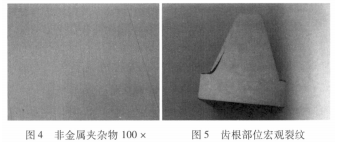
(2)針對(duì)鍛件非金屬夾雜物進(jìn)行檢測(cè),沿蝸桿軸向取樣,按GB/T10561—2005《鋼中非金屬夾雜物含量的測(cè)定標(biāo)準(zhǔn)評(píng)級(jí)圖顯微檢驗(yàn)法》進(jìn)行非金屬夾雜物檢測(cè),非金屬夾雜物主要為D類(lèi)球狀氧化物,非金屬夾雜物級(jí)別為:A0,B0,c0,D0.5,DS0,放大100倍后如圖4 所示。同時(shí)根據(jù)鍛件廠家自查情況,蝸桿鍛件非金屬夾雜物級(jí)別符合鍛件技術(shù)要求及相關(guān)的國(guó)家標(biāo)準(zhǔn),不存在超標(biāo)情況,可排除鍛件非金屬夾雜物超標(biāo)B2。
(3)對(duì)鍛件晶粒度的排查,根據(jù)鍛件廠家自查情況,蝸桿鍛件本質(zhì)晶粒度及實(shí)際晶粒度均為6級(jí),符合鍛件技術(shù)要求,不存在超標(biāo)情況,可排除鍛件晶粒度超標(biāo)B3。
(4)針對(duì)鍛件內(nèi)部缺陷的排查,根據(jù)鍛件廠家自查情況,蝸桿鍛件在完成鍛造出廠前進(jìn)行了超聲波探傷,探傷報(bào)告顯示該鍛件產(chǎn)品合格,可排除鍛件材質(zhì)內(nèi)部缺陷B4。
綜上所述,可排除鍛件毛坯不合理A2。
熱處理分析:(1)針對(duì)滲碳淬火后金相組織超標(biāo)的排查,在拋光狀態(tài)下觀察,齒根位置有一處裂紋開(kāi)口較大,裂紋沿平行于齒面方向向節(jié)圓擴(kuò)展,裂紋長(zhǎng)度約8 mm,如圖5所示。在節(jié)圓表面存在數(shù)條微裂紋,裂紋垂直于齒面,在表面開(kāi)口較大,向內(nèi)逐漸變窄,裂紋尾部較尖銳,深度約 1 mm。
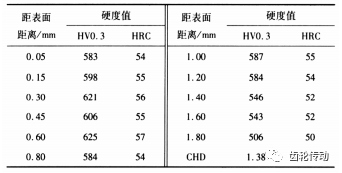
腐蝕后對(duì)齒部進(jìn)行金相組織檢測(cè),在齒面沿齒高方向約90%的齒面有二次淬火組織(未回火馬氏體組織), 深度約為0.01 mm。二次淬火組織的分布與齒面磨削燒傷檢測(cè)觀察的磨削燒傷位置基本一致,如圖6所示。心部組織為板條馬氏體,晶粒度為6.5級(jí),如圖7所示。齒頂未見(jiàn)二次淬火組織,通過(guò)對(duì)齒頂進(jìn)行硬度檢測(cè),在距齒頂表面距離0.6 mm的范圍內(nèi)硬度為HRC54~57,越靠近齒頂表面的地方硬度值越低,在距離齒頂表面大約 0.6 mm的地方硬度值達(dá)到最高值,由此判斷0.6 mm為滲碳淬火層厚度,蝸桿齒頂部位在磨削加工過(guò)程中發(fā)生回火。齒頂硬度檢測(cè)數(shù)值如表2所示。
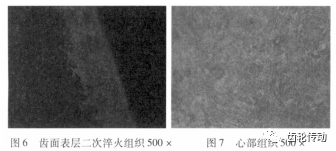
表2 齒頂硬度檢測(cè)數(shù)值
齒根未磨區(qū)域表面組織為:細(xì)針狀馬氏體+彌散顆粒狀碳化物+少量殘余奧氏體,碳化物級(jí)別:1級(jí),馬氏體級(jí)別:2級(jí),殘余奧氏體級(jí)別:2級(jí),滿足技術(shù)要求。可排除滲碳淬火后金相組織超標(biāo)B5。
(2)針對(duì)滲碳淬火后硬度超標(biāo)的排查,根據(jù)現(xiàn)場(chǎng)各熱處理工藝車(chē)間人員現(xiàn)場(chǎng)的自查分析記錄情,滲碳淬火熱處理完成后的試樣表面硬度保持在HRc59.2~59.7,芯部硬度為HRc34~35.6,該硬度符合相關(guān)標(biāo)準(zhǔn),無(wú)其他硬度超標(biāo)問(wèn)題,可以大致排除該試樣滲碳淬火硬化處理結(jié)束后試樣表面硬度存在的明顯超標(biāo)B6。
綜上所述,可排除滲碳淬火處理不當(dāng)A3。
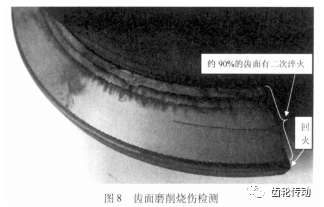
磨齒工藝參數(shù)不合理分析:按照GB/T17879—1999對(duì)蝸桿齒面進(jìn)行侵蝕檢驗(yàn),觀察發(fā)現(xiàn)整個(gè)齒高方向,有約90%的區(qū)域呈白亮色,顯示二次淬火磨削燒傷特征,剩余10%齒面呈深灰色,顯示回火燒傷特征,如圖8所示。
(1)針對(duì)磨齒時(shí)冷卻液異常的排查,通過(guò)查閱生產(chǎn)車(chē)間的工藝記錄,該機(jī)床工作正常,冷卻液正常,可排除磨齒時(shí)冷卻液異常B7。
(2)針對(duì)磨齒時(shí)進(jìn)給量偏大的排查,通過(guò)查閱生產(chǎn)車(chē)間的工藝記錄,磨齒時(shí)單次進(jìn)給量不超過(guò)0.02 mm,將磨齒單次進(jìn)給量降低至0.01 mm后,裂紋變得極其細(xì)微,不能排除磨齒時(shí)進(jìn)給量偏大B8。
(3)針對(duì)磨齒時(shí)砂輪轉(zhuǎn)速偏高的排查,通過(guò)查閱生產(chǎn)車(chē)間的工藝記錄,磨削加工時(shí)砂輪轉(zhuǎn)速為 1800m/min,將砂輪轉(zhuǎn)速降為1200m/min后,沒(méi)有出現(xiàn)肉眼可見(jiàn)的裂紋;不能排除磨齒時(shí)砂輪轉(zhuǎn)速偏高B9。
(4)針對(duì)磨齒時(shí)砂輪選擇不當(dāng)?shù)呐挪椋鼡Q砂輪磨削后仍然出現(xiàn)裂紋,可以排除磨齒時(shí)砂輪選擇不當(dāng)B10。
(5)針對(duì)齒根未加工圓角的排查,在齒根處加工圓角后進(jìn)行磨削仍然出現(xiàn)了裂紋,可以排除齒根未加工圓角B11。
綜上所述,無(wú)法排除磨齒時(shí)進(jìn)給量偏大B8、砂輪轉(zhuǎn)速偏高B9的故障影響,進(jìn)而無(wú)法排除磨齒工藝參數(shù)不合理A4故障原因。
故障定位:通過(guò)故障樹(shù)分析,蝸桿齒面裂紋原因?yàn)槟X工藝參數(shù)不合理A4,具體原因?yàn)槟X時(shí)進(jìn)給量偏大B8、砂輪轉(zhuǎn)速偏高B9。
三、故障機(jī)理分析
蝸桿的齒面是螺旋表面,磨齒時(shí)齒面直接受到砂輪磨粒面的旋滑刮擦、耕犁和切削。由于砂輪速度高,磨削砂輪的磨削過(guò)程發(fā)熱量大,磨削熱量不能很快散去,而是在極短時(shí)間內(nèi)傳到整個(gè)齒輪零件結(jié)構(gòu)體系中。零件在磨削加工時(shí)會(huì)產(chǎn)生淬火效應(yīng),零件被加工表面因磨削會(huì)產(chǎn)生大量的熱,使整個(gè)被磨削表面內(nèi)部金屬的奧氏體溫度會(huì)迅速升高,如果此時(shí)熱量不能被冷卻液迅速帶走,很容易在表面產(chǎn)生不同程度的燒傷。淬火效應(yīng)使零件組織中殘余的部分工件表層金屬組織重新開(kāi)始出現(xiàn)了奧氏體化,并可以通過(guò)再次磨削淬火重新成為馬氏體,陔馬氏體的組織應(yīng)力和磨削熱應(yīng)力的綜合應(yīng)力一旦超過(guò)了淬火后材料所允許承受的最大機(jī)械強(qiáng)度極限,便很可能容易產(chǎn)生磨削性裂紋。
蝸桿采用17CrNiM06鋼材質(zhì),滲碳硬化后的表面碳含量可達(dá)0.96%,有極好的熱淬透性和熱淬硬性,在冷卻環(huán)境差溫升快溫度高的情況下,局部較易出現(xiàn)過(guò)熱。當(dāng)溫度超過(guò)滲碳后回火溫度但低于相變溫度時(shí),齒面發(fā)生不同程度的回火;當(dāng)瞬時(shí)溫度超過(guò)鋼的Acl點(diǎn)轉(zhuǎn)變溫度時(shí),隨后遇冷卻液迅速冷卻,便在表層形成二次淬火馬氏體組織,而表層下由于溫度梯度大,時(shí)間短,會(huì)形成高溫回火組織,表層與次表層之間形成拉應(yīng)力,當(dāng)表層薄而脆的二次淬火馬氏體承受不了時(shí),便產(chǎn)生裂紋。局部溫度越大,奧氏體轉(zhuǎn)變?yōu)轳R氏體,脆性變大,更容易繼續(xù)使裂紋變大。
從磨削表面金相組織熱處理情況異常及工件表面硬度異常等各項(xiàng)檢測(cè)結(jié)果可知,輪齒表面發(fā)生了低溫氧化回火和高溫二次淬火。磨削后產(chǎn)生的裂紋也總是與高溫二次淬火以及工件表面氧化燒傷等熱處理現(xiàn)象同時(shí)出現(xiàn)。蝸桿在用高溫淬火處理或淬火加低溫回火處理后,其表面組織的正常及微觀組織情況一般看成是低溫氧化回火馬氏體層和高溫?zé)崽幚須堄鄪W氏體,表面應(yīng)力一般呈壓應(yīng)力狀態(tài)。當(dāng)蝸桿表面進(jìn)行磨削時(shí),金相基體組織結(jié)構(gòu)已由原來(lái)回火后的馬氏體結(jié)構(gòu)逐漸變成了高溫回火索氏體結(jié)構(gòu)或低溫回火的屈氏體,表面也會(huì)因此產(chǎn)生一些拉應(yīng)力,蝸桿表面組織變化越大,拉應(yīng)力就越大,應(yīng)力影響深度越大,蝸桿表面燒傷越嚴(yán)重。當(dāng)磨削表面發(fā)生回火和二次淬火后,雖然最外層表面奧氏體殘余應(yīng)力呈壓應(yīng)力狀態(tài),但表層非常薄,次表面索氏體或屈氏體殘余應(yīng)力呈拉應(yīng)力狀態(tài),表面奧氏體層與次表面索氏體或屈氏體層形成了兩個(gè)硬度差別較大的應(yīng)力梯度,從而較為容易在該處產(chǎn)生裂紋。
四、改進(jìn)措施及驗(yàn)證情況
改進(jìn)措施:對(duì)蝸桿工藝進(jìn)行相應(yīng)調(diào)整,熱處理工藝按硬度下限進(jìn)行控制,磨削參數(shù)按以下驗(yàn)證工藝參數(shù)進(jìn)行,具體如下:
(1)蝸桿磨削加工前增加兩次230℃×20 h回火處理,控制蝸桿齒面硬度約為58~59 HRC;
(2)觀察齒面噴丸情況,如噴丸不良可重新噴丸或手工打磨處理直至符合要求;
(3)將蝸桿表面清理干凈后,對(duì)蝸桿齒面先進(jìn)行磁粉探傷,然后進(jìn)行著色探傷,并出具相應(yīng)探傷報(bào)告;
(4)探傷合格后,以蝸桿齒根圓找正校正減小彎曲變形的影響,同時(shí)通過(guò)打表齒面校正減小齒面扭曲變形,再精車(chē)蝸桿兩端軸徑至規(guī)定尺寸;
(5)磨削工藝參數(shù)調(diào)整,砂輪轉(zhuǎn)速控制在1 200 m/min 以下,采用SG磨料、粒度46、硬度H、陶瓷結(jié)合劑砂輪,單次進(jìn)給量控制在0.01mm。
驗(yàn)證情況:對(duì)3件滲碳淬火后蝸桿進(jìn)行兩次230℃×20 h回火,首件按制定的措施磨削后,齒頂硬度HRc58~59,齒面著色探傷無(wú)裂紋,后續(xù)兩件加工后表面也未出現(xiàn)裂紋,質(zhì)量穩(wěn)定,證明調(diào)整后的蝸桿工藝措施有效,磨削過(guò)程中蝸桿齒面沒(méi)有裂紋產(chǎn)生,該問(wèn)題得到解決。
五、結(jié)束語(yǔ)
蝸桿磨削后表面回火的浸蝕檢驗(yàn)顯示蝸桿齒面有明顯的二次淬火磨削燒傷特征和回火燒傷特征,可判定為磨削工藝不當(dāng)造成的齒面裂紋。通過(guò)降低磨削砂輪轉(zhuǎn)速、減少砂輪磨削進(jìn)給量、優(yōu)選砂輪材質(zhì)等方法,減少蝸桿齒面磨削加工時(shí)產(chǎn)生的熱,避免了蝸桿磨削表面發(fā)生二次淬火和回火而產(chǎn)生裂紋,試驗(yàn)驗(yàn)證措施有效。
對(duì)于蝸桿齒面裂紋這種涉及材料選用、設(shè)計(jì)、熱處理及加工等多個(gè)領(lǐng)域的復(fù)雜問(wèn)題。采用故障樹(shù)分析方法,通過(guò)故障樹(shù)建立、故障原因排查、故障定位、故障機(jī)理分析、故障復(fù)現(xiàn)及改進(jìn)措施驗(yàn)證,找到了該批次蝸桿齒面裂紋的原因,并通過(guò)齒面硬度控制及磨削參數(shù)優(yōu)化等措施解決了該問(wèn)題,為通過(guò)故障樹(shù)分析方法解決復(fù)雜系統(tǒng)問(wèn)題提供了思路和方法。
參考文獻(xiàn)略.