隨著現(xiàn)代科技的迅猛發(fā)展以及全球經(jīng)濟(jì)一體化進(jìn)程的持續(xù)加速,汽車(chē)市場(chǎng)對(duì)零部件的需求愈發(fā)多樣化和個(gè)性化,汽車(chē)制造業(yè)面臨著日趨激烈的競(jìng)爭(zhēng)態(tài)勢(shì)。與此同時(shí), 大數(shù)據(jù)、云計(jì)算、物聯(lián)網(wǎng)等前沿技術(shù)的興起與日臻成熟,為汽車(chē)零部件機(jī)械加工領(lǐng)域帶來(lái)了嶄新的機(jī)遇與挑戰(zhàn)。在此背景下,傳統(tǒng)的汽車(chē)零部件機(jī)械加工模式已難以契合快速演變的市場(chǎng)需求,數(shù)字化柔性機(jī)加產(chǎn)線順勢(shì)而生。柔性機(jī)加產(chǎn)線具備快速適應(yīng)各類(lèi)汽車(chē)零部件品種和規(guī)格的加工能力,而自動(dòng)上下料系統(tǒng)無(wú)疑是達(dá)成柔性生產(chǎn)的關(guān)鍵構(gòu)成部分。自動(dòng)上下料系統(tǒng)的結(jié)構(gòu)及控制系統(tǒng)設(shè)計(jì),在極大程度上左右著柔性產(chǎn)線加工汽車(chē)零部件的質(zhì)量與穩(wěn)定性。
當(dāng)下,國(guó)內(nèi)外在自動(dòng)化上下料系統(tǒng)領(lǐng)域的研究均獲取了一定成果,然而在服務(wù)于汽車(chē)零部件加工方面,仍存有若干問(wèn)題亟待進(jìn)一步探究和化解,例如系統(tǒng)在汽車(chē)零部件加工場(chǎng)景中的穩(wěn)定性、可靠性和智能化程度等。針對(duì)現(xiàn)存的問(wèn)題,依據(jù)汽車(chē)零部件的加工工藝需求,展開(kāi)了面向汽車(chē)零部件柔性機(jī)加生產(chǎn)線自動(dòng)裝夾系統(tǒng)的研究,設(shè)計(jì)了由天軌、工業(yè)機(jī)器人、AGV 小車(chē)、自動(dòng)松緊夾具以及自動(dòng)開(kāi)關(guān)門(mén)系統(tǒng)構(gòu)成的自動(dòng)上下料系統(tǒng), 并基于西門(mén)子 S7-1200PLC進(jìn)行運(yùn)動(dòng)控制與邏輯控制設(shè)計(jì),達(dá)成汽車(chē)零部件上下料及裝夾過(guò)程的無(wú)人化。
1、加工對(duì)象和工藝要求
加工對(duì)象
本柔性生產(chǎn)線的加工對(duì)象主要針對(duì)凸輪軸、半軸、噴油嘴、連桿、支座、齒輪、葉輪等需要進(jìn)行車(chē)削、銑削或者車(chē)銑復(fù)合加工的汽車(chē)零件。
工藝要求
滿足中小批量、多品種零部件的生產(chǎn)需求;能夠根據(jù)零件的結(jié)構(gòu)和加工要求,合理安排車(chē)削和銑削的順序;引入自動(dòng)上下料系統(tǒng)后加工精度達(dá)到機(jī)床本身的精度水平, 滿足工件的精度要求;在保證質(zhì)量的前提下,具有較高的加工柔性,盡可能地縮短加工周期,提升加工效率。
2、整體方案設(shè)計(jì)
整體生產(chǎn)線布局
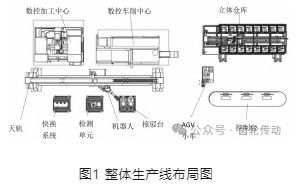
整條柔性機(jī)加生產(chǎn)線由立體倉(cāng)庫(kù)、數(shù)控車(chē)削中心 (DONABATTCN10)、數(shù)控加工中心(VMC-850L)、自動(dòng)上下料系統(tǒng)、視覺(jué)檢測(cè)單元組成,如圖1所示。生產(chǎn)線采用直線型布局,依次布置立體倉(cāng)庫(kù)、數(shù)控車(chē)削中心、數(shù)控加工中心和自動(dòng)上下料系統(tǒng)。自動(dòng)上下料系統(tǒng)主要由 AGV 小車(chē)、接駁臺(tái)、天軌(第七軸),工業(yè)機(jī)器人、夾爪快換系統(tǒng)、機(jī)床自動(dòng)推拉門(mén)、機(jī)床自動(dòng)松緊夾具等模塊組成。
自動(dòng)上下料系統(tǒng)工作過(guò)程
自動(dòng)上下料系統(tǒng)工作過(guò)程如下:
AGV小車(chē)從料倉(cāng)中抓取毛坯件,按照規(guī)劃的路線,將物料移轉(zhuǎn)到接駁臺(tái)指定位置,接駁臺(tái)傳送帶將物料輸送到指定位置待機(jī)器人抓取;機(jī)器人根據(jù)物料類(lèi)型到夾爪快換臺(tái)選擇對(duì)應(yīng)合適的夾爪,然后到接駁臺(tái)抓取毛坯,精準(zhǔn)送到機(jī)床夾具指定位置;接著機(jī)床夾具將工件夾緊;機(jī)器人退出后,機(jī)床對(duì)零件進(jìn)行加工;機(jī)器人將加工完成的零件從機(jī)床中取出, 放置到測(cè)量單元;接著機(jī)器人將測(cè)量完成的工件移送到接駁臺(tái);最后 AGV小車(chē)將成品工件移送到立體倉(cāng)庫(kù)進(jìn)行入庫(kù)。
3、機(jī)械結(jié)構(gòu)設(shè)計(jì)
機(jī)器人型號(hào)的選擇
柔性機(jī)加生產(chǎn)線在應(yīng)對(duì)復(fù)雜的上下料任務(wù)時(shí),需要上下料機(jī)器人在不同的位置和姿態(tài)進(jìn)行操作,對(duì)機(jī)器人的靈活性和適應(yīng)性有較高要求。綜合分析成本、精度、自由度、操作難度、場(chǎng)地布局、負(fù)載能力、穩(wěn)定性等多方面因素,本文確定選擇由 ABB集團(tuán)研制的IRB2600型號(hào)的六軸機(jī)器人。IRB 2600 型號(hào)機(jī)器人荷重 20 kg, 工作范圍 1.65m,重定位精度達(dá)到 0.04 mm,達(dá)到IP67 的防護(hù)等級(jí)。具有精度高、操作速度快的特點(diǎn),并提供了包括落地安裝、斜置安裝、壁掛安裝、倒置安裝以及支架安裝等多種靈活的安裝方式。
機(jī)器人的安裝方式確定
機(jī)器人的安裝方式可以分為固定安裝方式和增加第七軸的安裝方式。考慮到機(jī)器人滿足兩臺(tái)機(jī)床的上下料, 以及零件在兩臺(tái)機(jī)床的流轉(zhuǎn),本文設(shè)計(jì)為增加第七軸的安裝方式。第七軸一般有地軌、立軌以及天軌三種安裝方式。采用天軌安裝可以節(jié)省地面空間,擴(kuò)大機(jī)械手的工作范圍,同時(shí)避免與地面設(shè)備和人員的干涉。基于這些優(yōu)點(diǎn),本設(shè)計(jì)選擇天軌安裝方式。根據(jù)上下料的工作區(qū)域和機(jī)器人的工作范圍,同時(shí)考慮天軌與周邊設(shè)備、建筑物結(jié)構(gòu)等的空間關(guān)系,避免干涉和碰撞,確定天軌的行程為 5m,安裝高度為2m,橫梁中心與加工中心正面擋板的水平距離為1m。
第七軸驅(qū)動(dòng)和傳動(dòng)設(shè)計(jì)
根據(jù)運(yùn)動(dòng)的需求特點(diǎn),第七軸的驅(qū)動(dòng)選擇伺服電機(jī)驅(qū)動(dòng)。伺服電機(jī)可以精確控制轉(zhuǎn)速、轉(zhuǎn)矩和位置,響應(yīng)速度快,控制精度高,能夠滿足天軌機(jī)器人高精度、高速度的運(yùn)動(dòng)需求。傳動(dòng)方式選擇齒輪齒條傳動(dòng)。齒輪齒條傳動(dòng)能夠滿足長(zhǎng)距離的較重負(fù)載的傳動(dòng),傳動(dòng)效率高,運(yùn)行精度高。考慮到是長(zhǎng)行程的直線運(yùn)動(dòng),負(fù)載較重,故本文采用齒輪齒條傳動(dòng),配合直線導(dǎo)軌加滑塊進(jìn)行導(dǎo)向。
1.機(jī)構(gòu)運(yùn)動(dòng)的需求
(1)運(yùn)動(dòng)方向:水平橫向移動(dòng);(2)負(fù)載重量:M=304+265=569kg(機(jī)器人本體及工件負(fù)載總重304kg,電機(jī)以及電機(jī)安裝支座重量估算265kg);(3)移動(dòng)速度:V=500mm/s=0.5 m/s ;(4)定位精度:0.1 mm;(5)行程: L=5m;(6)加速時(shí)間:t=0.1s。
2.關(guān)鍵零部件選型計(jì)算
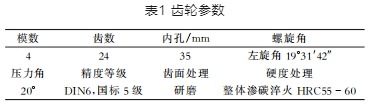
首先分析計(jì)算系統(tǒng)加速度、水平推力,接著預(yù)選齒輪并計(jì)算其負(fù)載扭矩、齒輪轉(zhuǎn)速、轉(zhuǎn)動(dòng)慣量。預(yù)選齒輪參數(shù)為齒數(shù)=24,模數(shù) m=4,齒寬=40mm。借助solidworks 軟件的邁迪工具進(jìn)行齒輪強(qiáng)度校核,校核通過(guò)。齒輪相關(guān)參數(shù)如表1。
根據(jù)齒輪參數(shù),選擇相應(yīng)適配的嚙合齒條,選擇浙昇機(jī)械設(shè)備有限公司 552 系列 42CrMo材質(zhì)的斜齒齒條。齒條長(zhǎng)度1m,總齒距誤差0.04。根據(jù)行程的長(zhǎng)度5m, 使用5條進(jìn)行拼接安裝。
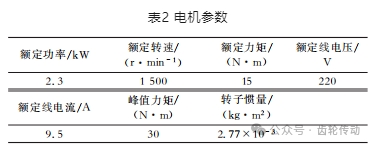
通過(guò)功率計(jì)算預(yù)選杭州勝嘉傳動(dòng)有限公司110-180 系列130ST-M15015伺服電機(jī)。電機(jī)參數(shù)如表2。
根據(jù)傳動(dòng)比選擇杭州勝嘉傳動(dòng)有限公司研制的 FABZ115-15-P1 型號(hào)減速機(jī)。減速比為 15 , 轉(zhuǎn)動(dòng)慣量 0.47kg·cm2。額定輸出力矩為208N·m,大于負(fù)載扭矩190.09N·m,滿足要求;容許徑向力為6700N,大于齒輪額定推力4218.75N,滿足要求。
在預(yù)選好電機(jī)、減速機(jī)、齒輪后,再計(jì)算校核齒輪的推力、慣量比,經(jīng)校核滿足要求。
導(dǎo)向與限位設(shè)計(jì)
在齒輪齒條傳動(dòng)的基礎(chǔ)上設(shè)計(jì)直線導(dǎo)軌進(jìn)行導(dǎo)向,確保機(jī)器人在天軌上移動(dòng)的精度和平穩(wěn)性。考慮到負(fù)載較重,選擇上銀公司(HIWIN )生產(chǎn)的重負(fù)荷滾珠線性導(dǎo)軌及滑塊,型號(hào) HGW35HA。該滑軌額定靜負(fù)荷91.63kN, 基本動(dòng)負(fù)荷60.21kN,經(jīng)校核滿足使用要求。
為了確保機(jī)器人第七軸移動(dòng)的精確性和平穩(wěn)性,防止機(jī)器人第七軸移動(dòng)超出行程范圍,保障設(shè)備及人員的安全,在第七軸行程的兩端使用行程開(kāi)關(guān)進(jìn)行電氣限位。當(dāng)機(jī)器人沿軌道移動(dòng)到兩端觸碰到行程開(kāi)關(guān)時(shí),控制系統(tǒng)接收到相應(yīng)的信號(hào),控制機(jī)器人停止運(yùn)動(dòng),實(shí)現(xiàn)限位功能。同時(shí)為了保險(xiǎn)起見(jiàn),在第七軸的兩端安裝了橡膠塊進(jìn)行機(jī)械限位,實(shí)現(xiàn)雙重限位。
天軌本體結(jié)構(gòu)及安裝附件設(shè)計(jì)
在完成驅(qū)動(dòng)系統(tǒng)、傳動(dòng)系統(tǒng)以及導(dǎo)向定位相關(guān)零部件的設(shè)計(jì)和選型后,就可以基于天軌的運(yùn)動(dòng)需求以及零部件的安裝連接需求進(jìn)行天軌本體及安裝附件的結(jié)構(gòu)設(shè)計(jì)。除了滿足運(yùn)動(dòng)及安裝的需求以外,機(jī)器人天軌本體結(jié)構(gòu)要能滿足機(jī)器人及其夾持的物料的重量、驅(qū)動(dòng)系統(tǒng)、傳動(dòng)系統(tǒng)、安裝連接的附件的靜態(tài)負(fù)載的承載要求,同時(shí)要滿足工作過(guò)程中的動(dòng)態(tài)負(fù)載,保證運(yùn)行的精度和穩(wěn)定性。
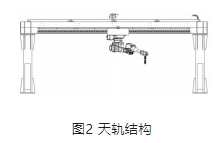
本文所設(shè)計(jì)的天軌本體及附件涵蓋橫梁、支撐柱、機(jī)器人安裝板、托鏈、防護(hù)擋板等,如圖2所示。天軌橫梁和立柱使用矩形管型鋼進(jìn)行拼焊連接,在關(guān)鍵的受力部位及連接部分設(shè)計(jì)了加強(qiáng)肋板。對(duì)導(dǎo)軌安裝面、齒條安裝部分進(jìn)行了精加工和表面處理,并設(shè)計(jì)了橫柱輔助導(dǎo)軌及齒條的安裝,確保安裝的位置精度以及可靠性。進(jìn)行結(jié)構(gòu)設(shè)計(jì)時(shí),基于 SolidWorksSimulation,對(duì)主要受力的橫梁和立柱的受力狀況進(jìn)行了有限元分析,同時(shí)對(duì)橫梁和立柱進(jìn)行結(jié)構(gòu)的拓?fù)鋬?yōu)化,確定了天軌橫梁以及立柱的結(jié)構(gòu)形狀與尺寸,滿足了承載和安裝的要求。
機(jī)器人末端夾爪的設(shè)計(jì)
根據(jù)加工對(duì)象的結(jié)構(gòu)特點(diǎn),機(jī)器人末端夾爪的設(shè)計(jì)選用平行外夾式氣動(dòng)手指,并根據(jù)零件的結(jié)構(gòu)新增不同的拓展夾爪和氣動(dòng)手指連接,滿足軸類(lèi)和方形零件的夾取,確保抓取的穩(wěn)定性和準(zhǔn)確性。
另外,機(jī)器人末端夾具使用快換裝置設(shè)計(jì),可以針對(duì)不同的零件使用不同的拓展夾爪,實(shí)現(xiàn)快速換爪,大大縮短工具更換時(shí)間,提高生產(chǎn)效率。該裝置由兩部分組成, 分別是主盤(pán)和工具盤(pán)。主盤(pán)一般安裝在機(jī)器人手臂上, 工具盤(pán)則安裝在需要更換的夾爪上,其結(jié)構(gòu)如圖3所示。

接駁臺(tái)設(shè)計(jì)
在自動(dòng)上下料的過(guò)程中,不同設(shè)備或工序之間的工作節(jié)奏可能存在差異,這時(shí)就有必要增設(shè)一個(gè)物料接駁臺(tái)。接駁臺(tái)可以暫存物料,使上下料的流程更加順暢,避免因節(jié)奏不一致導(dǎo)致的生產(chǎn)中斷。同時(shí),接駁臺(tái)能夠?qū)崿F(xiàn)物料的準(zhǔn)確定位和定向。通過(guò)特定的結(jié)構(gòu)和裝置,確保物料在傳遞過(guò)程中保持正確的姿態(tài)和位置,從而提高上下料的精度和準(zhǔn)確性。
為了避免在上下料過(guò)程中 AGV 小車(chē)和上下料機(jī)器人發(fā)生位置的干涉,接駁臺(tái)使用傳送帶設(shè)計(jì),使物料從遠(yuǎn)端傳送到靠近機(jī)床的一端。AGV 小車(chē)從倉(cāng)庫(kù)取出的物料先放置到傳送帶的遠(yuǎn)端,再由傳送帶傳送到靠近機(jī)床的近端待機(jī)械手抓取。
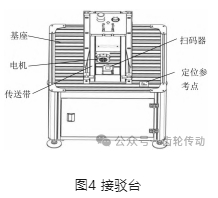
同時(shí)考慮到 AGV 小車(chē)在行走過(guò)程會(huì)有一定的位置誤差,在接駁臺(tái)上設(shè)計(jì)了一個(gè)用于位置校正補(bǔ)償?shù)幕谝曈X(jué)識(shí)別的位置參考點(diǎn),AGV 小車(chē)每次移送物料到接駁臺(tái)放置物料前,都先掃描參考點(diǎn)進(jìn)行位置的校正補(bǔ)償,再把物料放置到傳送帶的指定位置。避免因?yàn)?AGV 小車(chē)位置誤差導(dǎo)致物料放置位置的偏差,確保每次物料放置位置的準(zhǔn)確性和一致性。此外,接駁臺(tái)上還設(shè)計(jì)了基于射頻識(shí)別的掃碼器,來(lái)讀取工件訂單信息,實(shí)現(xiàn)物料加工全過(guò)程跟蹤和追溯。
接駁臺(tái)由基座、電機(jī)、傳送帶、耐磨條、掃碼器等部分組成。由電機(jī)驅(qū)動(dòng),帶動(dòng)同步帶運(yùn)動(dòng)進(jìn)行傳送物料。結(jié)構(gòu)示意圖如圖4所示。
4、控制系統(tǒng)設(shè)計(jì)
控制流程
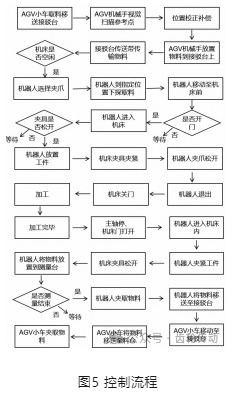
柔性機(jī)加生產(chǎn)線的生產(chǎn)起始于 ERP 系統(tǒng)下達(dá)訂單任務(wù),MES系統(tǒng)接收并解析訂單詳情,結(jié)合產(chǎn)線設(shè)備狀態(tài)、物料庫(kù)存等實(shí)際情況 進(jìn)行生產(chǎn)計(jì)劃排程。排程信息下達(dá)至自動(dòng)上下料系統(tǒng)的控制程序后,由 PLC 控制程序的邏輯判斷、運(yùn)動(dòng)控制、通信等不同模塊與 MES系統(tǒng)協(xié)同完成上下料的動(dòng)作過(guò)程。本文根據(jù)柔性機(jī)加生產(chǎn)線自動(dòng)上下料系統(tǒng)的具體動(dòng)作過(guò)程,制定了相應(yīng)的控制流程,如圖5所示,并基于此設(shè)計(jì)控制系統(tǒng)硬件架構(gòu)、IO 接口分配以及控制程序。
系統(tǒng)硬件架構(gòu)
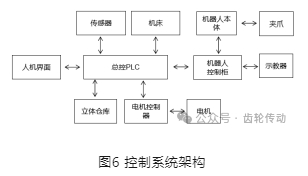
整個(gè)柔性生產(chǎn)線控制系統(tǒng)硬件主要包括總控PLC、人機(jī)界面、天軌電機(jī)驅(qū)動(dòng)器、天軌電機(jī)、機(jī)器人控制柜、立體倉(cāng)庫(kù)控制器以及傳感器系統(tǒng),如圖6所示。采用混合控制方式, 立體倉(cāng)庫(kù)配備了獨(dú)立的 PLC 以實(shí)現(xiàn)精準(zhǔn)地倉(cāng)儲(chǔ)管理,加工機(jī)床和機(jī)器人擁有專(zhuān)屬的控制器保障其高效運(yùn)作,同時(shí)設(shè)置了西門(mén)子 S7-1200PLC作為總控對(duì)整體系統(tǒng)進(jìn)行協(xié)調(diào)控制。各部分與總控PLC實(shí)時(shí)通信,進(jìn)行數(shù)據(jù)交互。
I/O 接口分配
PLC控制過(guò)程簡(jiǎn)單來(lái)說(shuō)就是將外部輸入信號(hào)轉(zhuǎn)換為外部設(shè)備能夠識(shí)別的電信號(hào),從而控制外部的執(zhí)行機(jī)構(gòu)。要實(shí)現(xiàn) PLC與其它設(shè)備之間能夠準(zhǔn)確、穩(wěn)定和高效地進(jìn)行數(shù)據(jù)交換和通信,就要基于通信協(xié)議合理進(jìn)行各硬件的 I/O 接口設(shè)計(jì)。根據(jù)各硬件的輸入輸出信號(hào)的需求分析, 包括來(lái)自傳感器的模擬量和數(shù)字量輸入信號(hào),以及向執(zhí)行器發(fā)送的模擬量和數(shù)字量輸出信號(hào),選用相應(yīng)的輸入輸出模塊,并進(jìn)行了地址分配,遵循電氣連接與布線規(guī)范,并將在系統(tǒng)搭建完成后進(jìn)行全面測(cè)試與驗(yàn)證。主控 PLC 的 I/O分配如表3。

控制程序
本文在設(shè)計(jì)控制程序時(shí),采用了模塊化設(shè)計(jì)理念以確保系統(tǒng)的高效性與穩(wěn)定性,包括系統(tǒng)初始化模塊、運(yùn)動(dòng)控制模塊、數(shù)據(jù)采集與處理模塊、邏輯判斷模塊及通信模塊。針對(duì)不同功能模塊創(chuàng)建獨(dú)立的函數(shù)或類(lèi),例如為系統(tǒng)初始化創(chuàng)建專(zhuān)門(mén)的“init_system”函數(shù),數(shù)據(jù)采集與處理可設(shè)計(jì)“data_acquisition”模塊,邏輯判斷則構(gòu)建“logic_judgment”模塊。各模塊各司其職、協(xié)同合作,使控制程序得以精準(zhǔn)指揮整個(gè)產(chǎn)線高效穩(wěn)定運(yùn)行,達(dá)成物料自動(dòng)上下料的智能化運(yùn)作,有力提升柔性機(jī)加生產(chǎn)線的生產(chǎn)效能與自動(dòng)化水平。
在自動(dòng)上下料過(guò)程中,涉及不同設(shè)備單元的協(xié)同工作問(wèn)題,為了確保安全,編制PLC控制程序時(shí)要特別考慮安全互鎖的要求。要根據(jù)預(yù)設(shè)的條件和邏輯規(guī)則來(lái)判斷和執(zhí)行相應(yīng)的操作,有效地實(shí)現(xiàn)安全互鎖。比如機(jī)器人上下料時(shí)要考慮機(jī)床推拉門(mén)的開(kāi)合以及夾具的松緊協(xié)同問(wèn)題。
5、虛擬仿真調(diào)試
自動(dòng)上下料系統(tǒng)在實(shí)際投產(chǎn)運(yùn)行之前,要對(duì) PLC控制程序、工藝過(guò)程、機(jī)器人操作進(jìn)行虛擬仿真及調(diào)試,對(duì)發(fā)現(xiàn)的問(wèn)題進(jìn)行優(yōu)化調(diào)整,確保系統(tǒng)運(yùn)行的穩(wěn)定性和可靠性。
PLC控制程序的仿真基于博途軟件進(jìn)行,在博途中按照控制要求編好 PLC程序后,進(jìn)行硬件組態(tài)、輸入輸出模塊,以及通信配置。通過(guò)模擬輸入信號(hào),觀察 PLC輸出的變化,驗(yàn)證控制程序的正確性和穩(wěn)定性。工藝過(guò)程的仿真使用 ProcessSimulate軟件進(jìn)行,在軟件中定義各部件的運(yùn)動(dòng)軌跡、動(dòng)作順序和時(shí)間間隔,模擬物料在生產(chǎn)線上 的流動(dòng)過(guò)程。通過(guò)與 PLC 控制程序進(jìn)行連接,實(shí)現(xiàn)控制 邏輯與工藝過(guò)程的協(xié)同仿真,檢查工藝過(guò)程中是否存在碰撞、干涉等問(wèn)題。工業(yè)機(jī)器人的仿真使用 ABB機(jī)器人自帶的軟件進(jìn)行,通過(guò)仿真優(yōu)化機(jī)器人的動(dòng)作軌跡,并與 PLC控制程序、工藝過(guò)程仿真進(jìn)行整合,確保整個(gè)上下料過(guò)程的協(xié)同工作。
6、結(jié)論
本文設(shè)計(jì)的柔性機(jī)加生產(chǎn)線自動(dòng)上下料系統(tǒng),通過(guò)合理的方案設(shè)計(jì)、機(jī)械結(jié)構(gòu)設(shè)計(jì)選型和控制模塊開(kāi)發(fā),能夠滿足車(chē)削、銑削以及車(chē)銑復(fù)合類(lèi)汽車(chē)零件的加工需求,提高生產(chǎn)效率和加工質(zhì)量,具有較高的柔性和系統(tǒng)穩(wěn)定性。通過(guò)虛擬仿真設(shè)計(jì)與驗(yàn)證為系統(tǒng)的實(shí)際應(yīng)用提供了可靠地驗(yàn)證,縮短了柔性加工生產(chǎn)線上下料系統(tǒng)的開(kāi)發(fā)周期, 降低現(xiàn)場(chǎng)調(diào)試成本和機(jī)械結(jié)構(gòu)優(yōu)化成本。未來(lái),隨著技術(shù)地進(jìn)步以及研究地深入,該系統(tǒng)還可進(jìn)一步優(yōu)化和完善, 以適應(yīng)更復(fù)雜的生產(chǎn)環(huán)境和更高的生產(chǎn)要求。
參考文獻(xiàn)略.