隨著風力發電行業的發展,大兆瓦增速齒輪箱所表現出的市場優勢日益顯著;但相應的制造挑戰也越來越大。內斜齒圈作為增速齒輪箱的關重零部件,隨著大兆瓦齒輪箱的發展其外圓直徑和齒寬等參數也越來越大,甚至超出了現有銑齒機床的加工范圍。此外,內斜齒圈尺寸增大,熱處理的整體變形也越明顯,為了保證磨齒工序齒面余量的一致性,在熱處理前進行精銑齒尤為重要。為了解決以上問題,本文基于 NX 軟件,結合銑齒刀盤結構進行內斜齒圈的完整齒廓的參數化設計,并結合實例應用,在普通數控機床中完成了精銑齒工序的加工,通過檢測其加工精度,均滿足要求,為滲碳大齒圈的銑齒加工提供一種高效的加工方法。
1、內斜齒圈齒廓參數化設計
為了實現齒輪模型和齒輪參數的無縫集成,將其三維造型采用 NX 自帶的表達式功能,對內斜齒圈進行參數化建模。同時為了提升齒輪 CAM 制造的精度和齒形的準確性,其齒形按成品齒形進行構建。
設定齒輪的基本參數及漸開線參數方程的建立
在 UG 選擇“工具|表達式”,進入表達式環境中設定齒輪的必要參數及漸開線參數方程,方法如下。
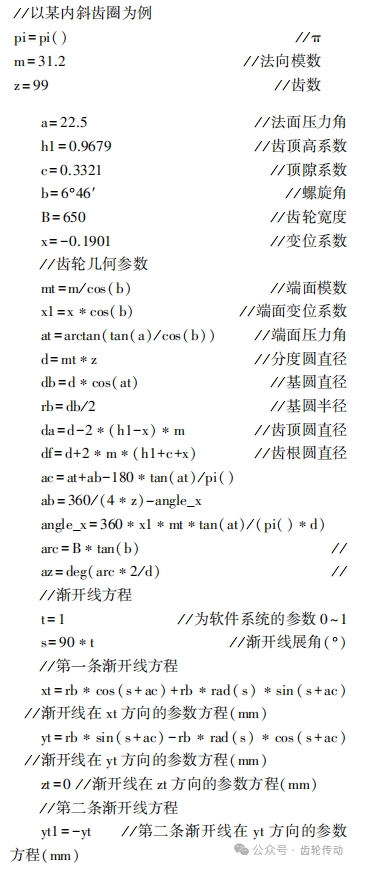
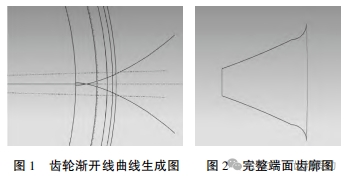
首先,在 XC -YC 平面內繪制圓,以基點為圓點,直徑分別為 df,db,φ3031.4,φ3152.902 四個同心圓;然后,選擇【曲線】→【規律曲線】,選擇【根據方程】,參數均選擇“t”,對應的函數分別為:x 為 xt、 y 為 yt、z 為 zt,坐標系選擇“絕對 CSYS”,點擊【應用】生成第一條漸開線;用類似的方法,僅將 y 對應的函數更改為 yt1,坐標系也是選擇【絕對 CSYS】,即可生成第二條漸開線(圖 1);此外,根據設計要求,對齒根圓進行編輯,最后,通過【修剪曲線】命令進行端面齒廓的修剪,完成一個完整齒廓的設計 (圖 2)。
在 XC-YC-ZC 坐標系中,選擇【曲線】→【規律曲線】,選擇【根據方程】,參數均選擇“t”,對應的函數分別為:x 為 x0、y 為 y0、z 為 z0,坐標系選擇【絕對 CSYS】,點擊【應用】生成螺旋線;再通過【陣列特征】,生成另外 2 條螺旋線,再通過【掃掠】命令,“截面曲線”選取部分齒廓線段,“引導線”選取 3 條螺旋線,確定生產曲面; 用類似的方法,將完整的齒形曲面掃掠生成(圖 3)。

齒根過渡圓角處理
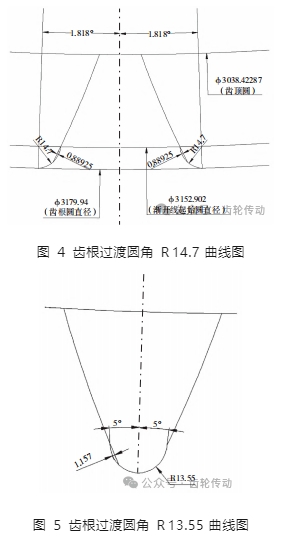
精銑齒工序后齒面需留量,齒根則需加工至成品。因此,齒根處理需要考慮沉切量,以及齒根過渡圓角大小。根據齒輪設計計算出齒根過渡圓角在工作角度 21.93°處的圓角半徑為 14.71 mm;齒根彎曲強度安全系數為 1.795,齒面接觸疲勞強度安全系數為 1.703。依據計算結果,在二維中對齒根過渡圓角進行構圖(圖 4),從圖 4 中可以看出,齒根沉切量約為 0.9 mm;因精銑齒后有滲碳淬火工序,根據數據統計,預推其變形較大。為了降低齒面磨齒后齒根出現凸臺的風險,預將齒根過渡圓角減小,同時,還要滿足齒輪強度要求。通過計算,當齒根過渡圓角半徑為 13.4 mm 時,其齒根彎曲強度安全系數為 1. 584,齒面接觸疲勞強度安全系數為 1.433,均滿足設計要求。為了提升一定的安全閾值,最終將齒根過渡圓角調整至 13.55 mm,通過構圖可以看出,沉切量為 1. 157 mm(遠大于設計沉切量 0.9 mm),滿足加工工藝要求。此外,因過渡圓弧減少,為了降低齒根過渡圓弧與漸開線齒形直接搭接處的應力集中情況,采取了 5°斜直線的處理方式,不僅可以降低一定的應力集中,還可以增加根部強度,在建模以及后期的加工過程中均有便利(圖 5)。
齒形狀態分析
精銑齒工序前的齒形狀態如圖 6 所示。
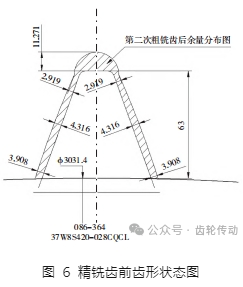
根據齒圈熱前余量計算,公法線留磨量為 Δw =7 mm,結合精銑齒前的齒形余量情況,從圖 7 可以看出,精銑齒工序齒面最大加工量為 0.885 mm,齒根加工量為 11.27 mm。齒面加工余量比較少,齒根加工余量分布較多,此外,齒根過渡圓角為全圓弧結構,因此,加工方式選用球頭銑為最優解。

齒形加工策略分析
通過對齒形狀態分析后,精銑齒工序確定了加工方式為球頭銑削,加工設備預選定現場通用數控機床 VTM350140m。根據加工要求,齒面粗糙度為 Ra 6.3,齒根粗糙度為 Ra 3.2,齒面留磨量余量要均勻一致。
1)銑削方式選定
VTM350140m 數控機床為四軸聯動,但設備使用年限較久,此外齒圈重量為 112000 kg,機床載重負荷比較大,為了保證加工的順利進行,采用定軸側銑的加工策略(即三軸聯動),其優勢在于對機床要求偏低。
2)余量設計齒形輪廓是以工藝要求進行建模,對比齒形模型后,編程中齒面余量要以 3.25 mm 設定(表 1)。
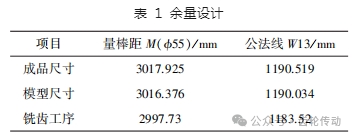
從表 1 看出,銑齒工序公法線為 1183.52 mm,模型公法線為 1190.034 mm,兩者相差為 6.514 mm,單邊余量約為 3.25 mm,因此編程余量選定:齒面為 3.25 mm,齒根為零。
3)加工坐標系的設定
編程中往往會出現加工坐標系與建模的坐標系不重合,對后續程序的生成就會不一樣。加工坐標系通常要跟實際中的加工坐標系要保持一致,不僅可以方便對刀加工,還可以直觀地觀察到加工過程中的狀態。因此,此次齒圈編程中的加工坐標系設定:以端面齒槽的中心線為 X 軸,以齒寬上端面為 Z 軸,以分度圓圓心為零點。
4)編程參數設定
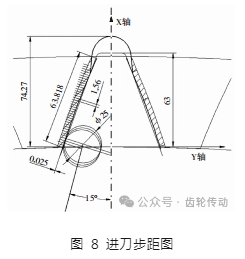
從圖 7 可以看出,齒槽最小空間約為 28. 316 mm,齒根過渡圓角為 13.55 mm,因此,銑刀選定為 R 12.5 的仿形球頭銑刀。齒面加工的有效寬度約為 63.82 mm,為了達到齒面粗糙度 Ra 6. 3 的工藝要求,進給步距的設計尤為重要,此外,編程采用的是定軸側銑的加工方式,定刀軸夾角也是影響齒面粗糙度的重要參數。內齒圈齒廓為內凹型漸開線齒廓,分度圓壓力角為 22.5°,因此,定刀軸夾角的選擇范圍為 0~22.5°。設定進給步距和定軸夾角兩個參數為變量,粗糙度 Ra 6.3,則 Rz = 0.025 mm,以此為目標函數的殘余高度,通過計算得出:當定軸夾角為 15°時,進給步距為 1.56 mm(步距數為 41)為最優解。齒根余量較多,為了保證加工質量和機床穩定性最終選定進給步距為 0. 45 mm(步距數為 25)。根據選定的參數,通過 CAD 對參數進行校對,此參數滿足加工要求(圖 8)。
2、加工應用
將內斜齒圈圓周均布 4 處等高支腿支撐,找正端面和外圓基準帶的跳動≯0.05 mm,壓緊后,進行對刀;先后銑對稱 4 個齒槽,微調回轉分度誤差,確保齒面加工量均勻;最后按順序進行全齒的加工。加工完成后對齒面和齒根的粗糙度進行檢測,均滿足加工要求,齒形、齒向、周節精度也均達到了工藝要求。
3、結束語
通過對內斜齒圈齒廓的參數化建模及齒形狀態的分析,確定最優的加工路徑和加工策略,完成零部件的加工。該方法不僅可以滿足齒面余量的一致性,還突破了設備局限性,為后續內斜齒圈的加工提供了新方向。
參考文獻略.