主傳動齒輪副是汽車驅動橋中的重要傳動零件,前期20CrMnMoH材料的主傳動齒輪副在徐重多次出現斷裂失效,經材料室分析失效的主要原因是齒根抗彎強度明顯不足而導致失效斷裂,為了提高其齒根部位強度,延長使用壽命,公司決定將主傳動齒輪副材料由20CrMnMoH調整為17Cr2Ni2AH,在采購材料時廠家推薦使用17Cr2Ni2Mo材料(相當于外國牌號18CrNiMo7-6或17CrNiMo6)),由于對17Cr2Ni2Mo材料的熱處理工藝認識不夠,缺乏基本的熱處理工藝數據,主傳動主動齒輪軸經滲碳淬火、回火,轉機加磨削后放置3~7天后約有3%左右零件不同程度地出現了縱向裂紋,裂紋產生于表面并裂向心部。如圖1所示。


(b)
圖1 主傳動主動齒輪軸縱向開裂
試驗結果
經對裂紋件進行分析,裂紋起源于齒部,沿軸向擴展,裂紋表面無舊痕及其他明顯的材料宏觀缺陷。
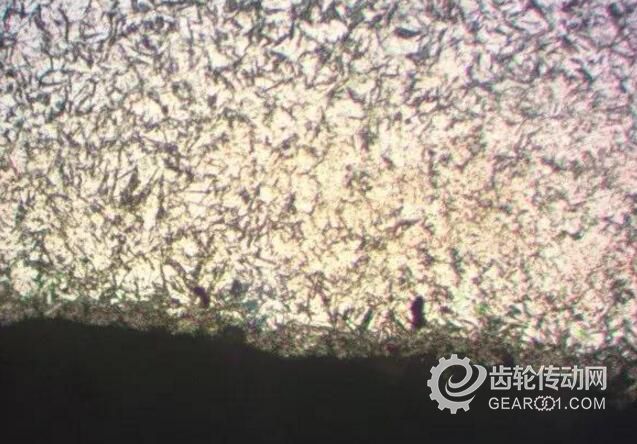
經對裂紋件取樣進行金相分析,裂紋兩側無氧化脫碳,硬化層深HV550:1.20mm,碳化物2級,馬氏體及殘留奧氏體8級(見圖2),表層出現較多的白色組織,回火不充分,將試樣重新回火后C2、A’M4。
經分析,該主傳動主動齒輪軸原材料的化學成分、低倍組織等均合格,但鍛件正火后組織不均勻,有明顯混晶存在。

(a)碳化物2 級、馬氏體及殘留奧氏體8級 400×

(b)裂紋兩側組織 400×
圖2 開裂零件表層金相組織及裂紋處金相組織
縱向開裂原因分析
主傳動主動齒輪軸制造工藝流程:下料→鍛造→正火+高溫回火→機加工→滲碳淬火→回火→拋丸→螺紋部位高頻退火→精加工。
“正火+高溫回火”工藝:930±10℃保溫160min空冷,680±10℃保溫180min空冷,設備為RX系列箱式電阻爐。
“滲碳淬火”工藝為:910℃滲碳后降溫到820℃保溫0.5~1h直接淬火,淬火油選用海森公司的HSGK-2型快速光亮專配等溫油,油溫設定80℃,滲碳及淬火設備為愛協林多用箱式爐,工藝曲線如圖3所示。
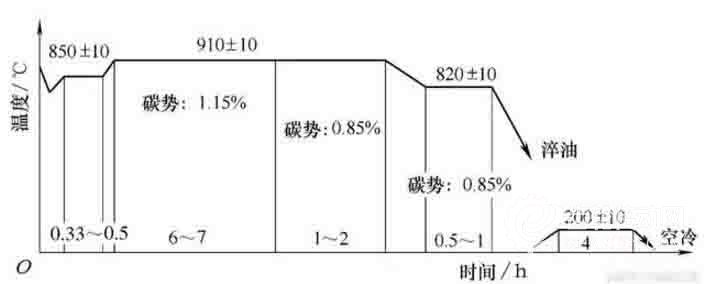
圖3 滲碳淬火、回火工藝曲線
1.殘留奧氏體量過多
一般來說,引起零件滲碳淬火后殘留奧氏體過量的原因有以下幾個方面:
(1)鋼中合金元素多,該產品材料為17Cr2Ni2Mo,由表1可以看出,該材料同時含有較多的Cr、Ni、Mo元素,而Cr、Mo是碳化物形成元素,它們在鋼中與碳形成晶格復雜、穩定性差的碳化物,在滲碳加熱時溶入奧氏體中,增加了奧氏體的穩定性;Ni是非碳化物形成元素,在鋼中不能與碳形成碳化物,但它卻是開啟γ相區的合金元素,能與γ-Fe形成無限固溶體,大大增加奧氏體的穩定性,使得淬火后殘留奧氏體量增多。
(2)滲層碳的質量分數過高。滲碳氣體碳勢過高和滲碳溫度偏高,使溶入奧氏體中的碳量增加,并且碳化物形成時奧氏體中的含碳量降低,促使更多的活性碳原子被鋼吸收溶入奧氏體中,使滲碳表層含碳量大量增加,而碳是最強烈降低鋼的Ms點溫度的元素,Ms點愈低,馬氏體轉變就愈不充分,造成淬火后殘留奧氏體量增多。
(3)淬火溫度偏高。加熱溫度愈高,溶入奧氏體中的碳和合金元素量也愈多,而碳、Cr、Ni、 Mo元素都是提高淬透性的,奧氏體穩定性提高,殘留奧氏體增多。
(4)淬火劑溫度偏高。淬火劑溫度愈高,馬氏體轉變愈不充分,殘留奧氏體量愈多。
由以上引起殘留奧氏體量過量的原因可以看出,該零件材料本身含用較多的易引起淬火后殘留奧氏體量多的合金元素,工藝為910℃滲碳后直接淬火,滲碳保溫時間較長,碳的質量分數較高,碳及合金元素大量地溶入了奧氏體中,增加了奧氏體的穩定性,降低了Ms點。根據經驗公式:Ms(℃)=520-320C-45Mn-30Cr-20(Ni+Mo)-5(Cu+Si),可估算出該材料滲碳前后的Ms點:
滲碳前 Ms(℃)=520-320×0.17-45×0.55-30×1.7-20×(1.6+0.3)-5×0.27
=350.1
滲碳后 Ms(℃)=520-320×0.85-45×0.55-30×1.7-20×(1.6+0.3)-5×0.27
=132.9
由上面估算可以看出,該材料滲碳前后Ms點相差較大,滲碳后約為133℃,Ms點較低,而Ms點越低,淬火鋼中的殘留奧氏體量越多。在200℃回火時,由于碳化物形成元素Cr、Mo與碳有較強的親和力,使碳在α相中擴散減慢,減緩了碳化物的析出和長大,顯著地阻礙和延緩了淬火馬氏體的分解,提高了鋼的回火穩定性;而淬火馬氏體發生分解時會析出ε碳化物,比容減小,殘留奧氏體受到來自馬氏體的壓應力減小,加之殘留奧氏體本身是不穩定的組織,在回火過程中殘留奧氏體會緩慢發生分解,滲碳淬火后表層的殘留奧氏體量經回火而減少,但由于該材料合金元素含量較高,滲碳淬火后本身殘留奧氏體量較多,而回火溫度只有200℃,時間也只有4h,較多的殘留奧氏體來不及轉變,回火后由于應力松弛(低溫回火可降低約30%的殘余應力),在回火過程中未轉變的殘留奧氏體在回火后的冷卻及室溫放置過程中開始向馬氏體緩慢發生轉變,形成二次淬火馬氏體,并且經過磨削加工后,仍未發生轉變的殘留奧氏體由磨削應力誘發加快了馬氏體轉變,同樣形成二次淬火馬氏體,由于表層含碳量高,這種二次淬火馬氏體實為高碳馬氏體,高碳馬氏體亞結構為大量孿晶,易產生顯微裂紋,強度很低,應力很大,而本身也不易發生塑性變形來松弛這種應力,又未經再次回火轉變成回火馬氏體和消除應力,所以在室溫放置過程中隨著殘留奧氏體的逐漸轉變,應力逐漸增大,當該應力與其他內應力疊加超過材料的脆斷抗力時就發生了開裂。
由此可見,圖2所示的白色組織實為殘留奧氏體轉變成的二次淬火馬氏體與殘留奧氏體的混合組織,我們從顯微硬度上可以證明這一點,因該區域白色組織部分硬度高達HV723,明顯是二次淬火馬氏體組織。
2.鍛坯正火組織不良
17Cr2Ni2Mo材料在鍛件入廠驗收時,檢查出晶粒粗大和混晶,經正火、高溫回火后取樣檢測仍有局部混晶和晶粒粗大不均勻現象。這些粗大組織將被“遺傳”,使得滲碳淬火后馬氏體組織粗大,脆性增大,同時由于粗大的原始組織引起滲碳淬火后組織的不均勻性增大,內應力增大,這些因素都容易導致工件開裂。
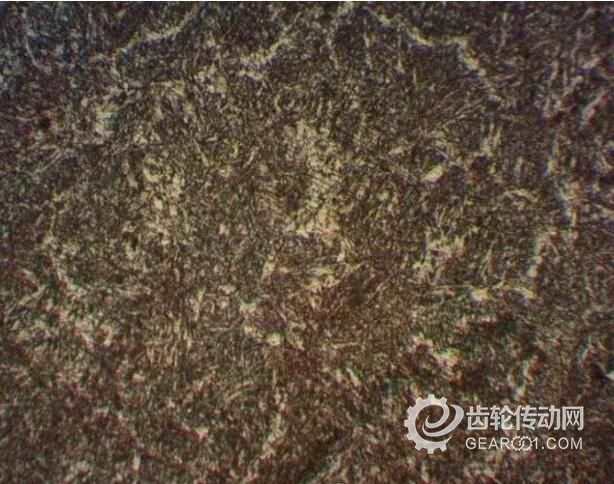
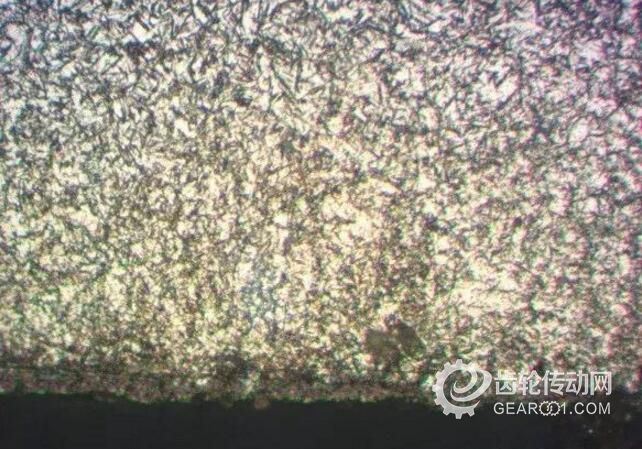
圖4 鍛坯正火后的金相組織:鐵素體+珠光體+少量粒狀貝氏體,局部混晶 500×
綜上所述,主傳動主動齒輪軸縱向開裂的主要原因是熱處理工藝不恰當,淬火后殘留奧氏體量過多,回火時間不足,致使過量的殘留奧氏體未充分發生轉變,在回火后的冷卻過程中及機加磨削過程中由磨削應力誘發逐漸轉變成二次淬火馬氏體,這種二次淬火馬氏體未經再次回火進行應力釋放,內應力較大;鍛坯組織不良,存在粗大組織,使滲碳淬火后內應力增大;零件截面不均勻,本身內應力較大;以上三種應力疊加超過材料的脆斷抗力就導致了主傳動主動齒輪軸發生縱向開裂,這也可以解釋為什么相同材料、相同工藝加工、形狀對稱的主傳動被動齒輪未發生裂紋,而只有3%左右的主傳動主動齒輪軸產生裂紋。
工藝改進
1.嚴格控制鍛坯正火組織
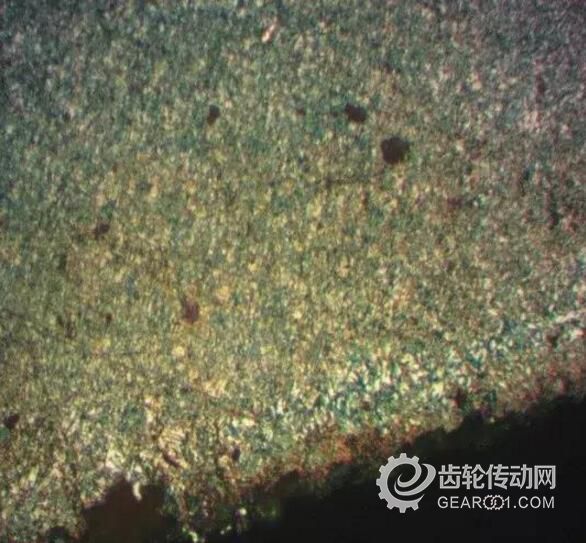
該零件材料中同時含有較高的Cr、Ni、Mo元素,而Cr、Mo為中強碳化物形成元素,除推遲特殊碳化物的形核和長大外,還由于其提高鐵的γ→α相變的自擴散激活能,使鐵的自擴散困難。Cr還會使新、舊自由能差降低,阻礙γ→α的轉變;而Ni是開啟γ相區并穩定γ相區的元素,提高γ→α相轉變時的形核功,降低轉變溫度范圍,強烈推遲珠光體的轉變,從而發生貝氏體轉變,導致正火后出現混晶組織。為此全部采用等溫正火工藝,正火加熱溫度(930±10)℃、等溫溫度(670±10)℃,等溫正火后的金相組織如圖5所示。

(a)100×

(b)400×
圖5 鍛坯等溫正火后金相組織:珠光體+鐵素體
2.改進滲碳淬火工藝
實踐表明:Ms點越低,淬火鋼中的殘留奧氏體量越多,因此,凡使Ms點降低的元素均使淬火鋼中的殘留奧氏體增加。為減少滲碳淬火后殘留奧氏體量,必須減少過冷奧氏體的穩定性,使Ms點升高。為此采用滲碳后緩冷,然后再加熱淬火的工藝。滲碳后緩冷由表及里金相組織:過共析層珠光體+碳化物,共析層為珠光體,過渡區為珠光體+鐵素體,這些組織在隨后的淬火加熱過程中由于加熱溫度低、保溫時間短,不能再完全溶入奧氏體中,降低下一次淬火加熱時奧氏體中碳及合金元素的含量,提高Ms點和Mf點,從而減少淬火后殘留奧氏體量。
(1)第一次改進后的工藝
經過分析比較,結合公司現有的生產設備(愛協林多用箱式爐) ,確定采用“滲碳+中間冷卻+保溫淬火”的工藝,即滲碳后緩冷,然后再加熱淬火的工藝。滲碳時采用“恒溫變碳勢”方法進行,在同一溫度下進行強滲和擴散,即強滲期采用較高碳勢(碳勢控制在1.2%),使齒輪表面強烈增碳,造成從齒面到心部較高的碳濃度梯度,而擴散期碳勢控制在0.85%左右,此時爐內碳勢低于齒輪表層碳濃度,齒輪表面碳原子一部分在較高濃度梯度作用下由表向里擴散,另一部分則離開表層進入氣體介質中,擴散期使得滲層深度增加,表層碳濃度降低,濃度梯度下降,梯度趨于平緩。強滲期與擴散期的時間長短依據所要求的硬化層深度來控制,待滲層達到工藝要求的中下限后降溫,溫度降到880℃后自動拉到前室開啟風扇氣冷1h,然后再送入后室加熱淬火,淬火油溫設定為80℃。工藝曲線如圖 6所示。
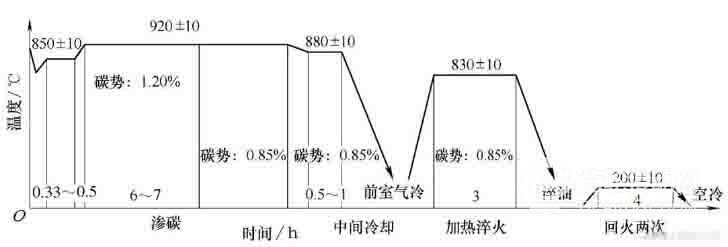
圖6 “滲碳緩冷、一次淬火”工藝曲線
為驗證回火時間與次數對金相組織的影響,按此工藝滲碳緩冷后加熱淬火、回火4h后破試零件檢查金相組織如圖7所示。
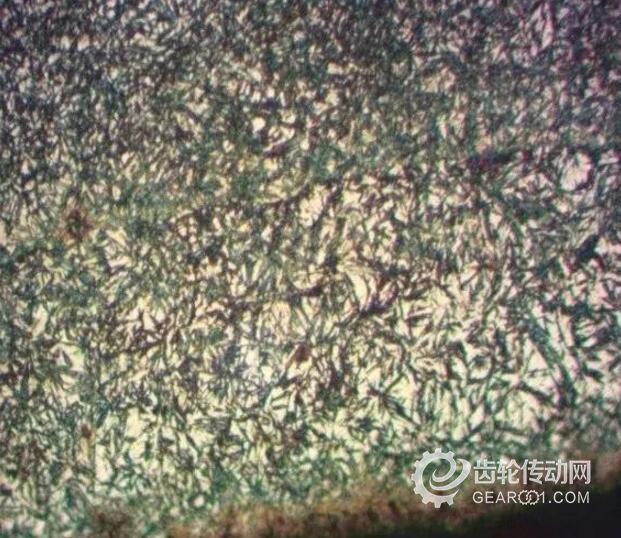
圖7 碳化物2級、馬氏體及殘留奧氏體5級 400×
組織不理想,殘留奧氏體量仍然偏多,由于該材料含有碳化物形成元素Cr、Mo,具有更高的回火穩定性,前面已估算出該材料滲碳淬火后的Ms點,約133℃,當回火溫度在Ms以上時,殘留奧氏體會發生分解,為加快分解速度,將該爐零件再次用210℃回火4H,回火后殘留奧氏體量明顯減少,如圖8所示。
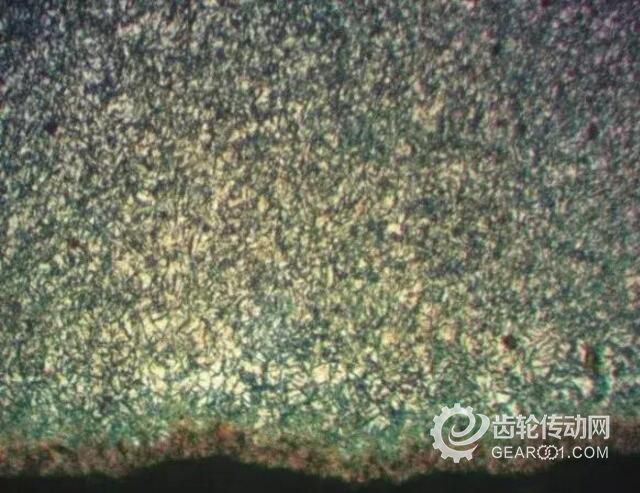
圖8 210℃再次回火后的金相組織:碳化物2級、馬氏體及殘留奧氏體3~4級400×
為驗證工藝的穩定性,按相同工藝加工了第二爐產品,二次回火后金相組織仍然較差工,為此進行了三次回火,其金相檢測結果如圖9所示。
(a)第1次回火M+AR6級 400×
(b)第2次回火M+AR 5級400×
(C)第3次回火M+AR 3級 400×
圖9 三次回火后的金相組織
由以上金相圖片可以看出,該零件回火穩定性非常高,需要2~3次回火才能將殘留奧氏體量控制到較低的水平。熱處理工藝從滲碳后直接淬火改為“滲碳后緩冷,然后再加熱淬火”,并200℃保溫4H三次回火后,金相組織較好,工藝改進取得較好效果,但意外的是試制的第一爐產品(二次回火)在磨削后放置3天后又發現1件裂紋,裂紋部位、形狀與前面發現的相同,經對裂紋件取樣分析,金相組織為C3,A+M4級,為此我們再次對工藝進行了改進。
(2)第二次改進后的工藝
為盡可能地減少殘留奧氏體量,決定采取“滲碳+高溫回火+加熱淬火+兩次回火“的工藝方案,滲碳后高溫回火的目的是為了使滲碳層中的高碳高合金度的馬氏體和殘留奧氏體發生分解,析出合金碳化物,并發生向特殊碳化物轉化,這些特殊碳化物在隨后的淬火加熱過程中由于加熱時間較短,不能再充分完全地溶入奧氏體,因而降低了奧氏體中碳和合金元素的含量,使Ms點升高,以減少淬火后殘留奧氏體量。其工藝曲線如圖10所示。
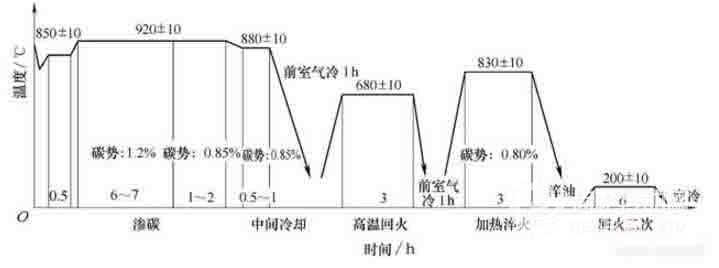
圖10 “滲碳+高溫回火+淬火”工藝曲線
出爐后破試產品檢查零件的金相組織如圖11所示。
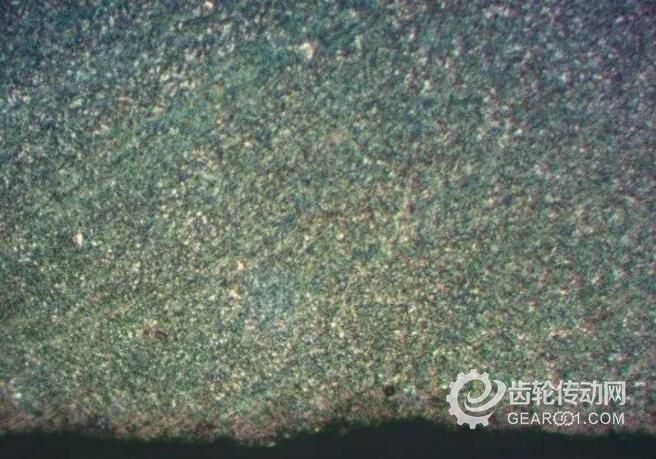
圖11 碳化物2級、馬氏體及殘留奧氏體2級400×
金相組織非常好,但由于三次加熱,零件變形較大,而公司所生產的主傳動齒輪副未采取磨齒工藝,零件變形后完全不能滿足產品圖要求,該批零件全部報廢,該工藝方案被徹底否決。
(3)確定最佳滲碳淬火工藝
由于該材料同時含有較高的Cr、Ni、Mo元素,它們增加了淬火后殘留奧氏體量,且滲碳溫度越高,碳及合金元素溶入奧氏體就越多,奧氏體就越穩定,淬火后殘留奧氏體越多;碳濃度越高,溶入奧氏體中的碳量就會相應增加,而碳是最強烈降低鋼的Ms點溫度的元素,綜合作用將使淬火后殘留奧氏體量增加更多,根據這些理論,適當降低滲碳溫度及碳勢,延長回火時間,來解決殘留奧氏體量多的問題。
據資料介紹,17Cr2Ni2Mo的最佳滲層淬透性對應的含碳量范圍在0.75%~0.85%之間,為此將滲碳溫度由920℃降低到910℃,強滲階段的碳勢由1.2%降低到1.15%,擴散及淬火階段的碳勢由0.85%降低到0.80%,適當延長擴散時間。由前面的估算可以得出該材料滲碳前Ms為350℃,滲碳后Ms為133℃,也就是說滲碳層高碳馬氏體轉變開始溫度為133℃左右,淬火冷卻到表面(130~350)℃時,心部低碳部位已進行了馬氏體轉變,心部馬氏體充分轉變,形成堅硬的馬氏體后,表面開始馬氏體轉變,而表面馬氏體轉變引起的體積膨脹會造成表面強大的壓應力,提高齒輪軸的表面硬度,也可減少組織應力和熱應力,從而減少零件變形。
由于該材料Cr、Ni、Mo含量較高,碳化物形成元素Cr、Mo元素阻礙了碳的擴散,使馬氏體分解減慢,提高了鋼的回火抗力,根據前面的試驗已經可以看出,該材料回火穩定性非常高,適當提高回火溫度可加速殘留奧氏體的分解,減少最終殘留奧氏體量,為此將回火溫度提高到(210±10)℃,回火時間延長到24h,只進行一次回火,不再反復回火3次,降低操作者勞動強度。改進后的工藝曲線如圖12所示。
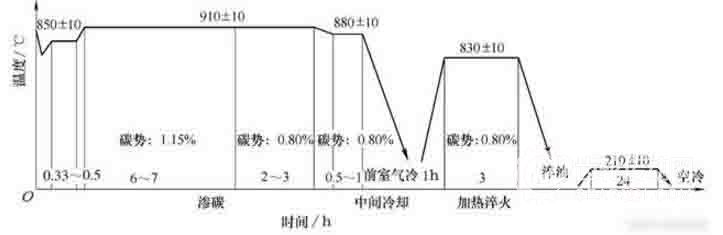
圖12 改進后的熱處理工藝曲線
處理后金相組織如圖13所示。
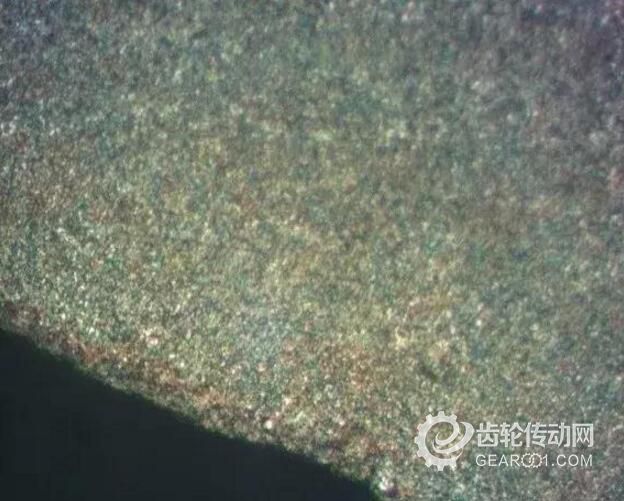
圖13 碳化物2級、馬氏體及殘留奧氏體2~3級400×
按此工藝連續加工了5爐產品,殘留奧氏體均控制到了3級以內,且變形穩定,主傳動齒輪副著色良好,跟蹤了兩個月,無一裂紋產生。
根據這一原理將前期已加工的主傳動主被動齒輪全部返回重新按(210±10)℃全部補充回火24h,回火后打上標識,全部磁粉無損探傷檢查,未發現裂紋。又對其幾何尺寸全部進行了復檢,發現大部分主傳動主動齒輪軸外圓尺寸漲大0.03~0.05mm,主要是由于殘留奧氏體轉變成了回火馬氏體,而馬氏體比容大于殘留奧氏體所致,對其全部進行了修磨,并對其全部跟蹤半年以上,未再發現裂紋。
結語
(1)17Cr2Ni2Mo材料滲碳淬火后主傳動主動齒輪軸發生縱向開裂的主要原因是由于殘留奧氏體量過多,回火時間偏短,致使過量的殘留奧氏體未充分發生轉變,在室溫放置過程中慢慢轉變成二次淬火馬氏體,該二次淬火馬氏體應力較大,與其它應力疊加超過材料脆斷抗力所致。
(2)通過采用“910℃滲碳后緩冷、830℃加熱淬火、碳勢降低到0.8%、210℃回火24h ”的工藝方案,在有效控制最終殘留奧氏體量的同時滿足零件畸變要求。
(3)對前期產品可采取210℃補充回火24h進行挽救。
(a)
(b)
圖1 主傳動主動齒輪軸縱向開裂
試驗結果
經對裂紋件進行分析,裂紋起源于齒部,沿軸向擴展,裂紋表面無舊痕及其他明顯的材料宏觀缺陷。
經對裂紋件取樣進行金相分析,裂紋兩側無氧化脫碳,硬化層深HV550:1.20mm,碳化物2級,馬氏體及殘留奧氏體8級(見圖2),表層出現較多的白色組織,回火不充分,將試樣重新回火后C2、A’M4。
經分析,該主傳動主動齒輪軸原材料的化學成分、低倍組織等均合格,但鍛件正火后組織不均勻,有明顯混晶存在。
(a)碳化物2 級、馬氏體及殘留奧氏體8級 400×
(b)裂紋兩側組織 400×
圖2 開裂零件表層金相組織及裂紋處金相組織
縱向開裂原因分析
主傳動主動齒輪軸制造工藝流程:下料→鍛造→正火+高溫回火→機加工→滲碳淬火→回火→拋丸→螺紋部位高頻退火→精加工。
“正火+高溫回火”工藝:930±10℃保溫160min空冷,680±10℃保溫180min空冷,設備為RX系列箱式電阻爐。
“滲碳淬火”工藝為:910℃滲碳后降溫到820℃保溫0.5~1h直接淬火,淬火油選用海森公司的HSGK-2型快速光亮專配等溫油,油溫設定80℃,滲碳及淬火設備為愛協林多用箱式爐,工藝曲線如圖3所示。
1.殘留奧氏體量過多
一般來說,引起零件滲碳淬火后殘留奧氏體過量的原因有以下幾個方面:
(1)鋼中合金元素多,該產品材料為17Cr2Ni2Mo,由表1可以看出,該材料同時含有較多的Cr、Ni、Mo元素,而Cr、Mo是碳化物形成元素,它們在鋼中與碳形成晶格復雜、穩定性差的碳化物,在滲碳加熱時溶入奧氏體中,增加了奧氏體的穩定性;Ni是非碳化物形成元素,在鋼中不能與碳形成碳化物,但它卻是開啟γ相區的合金元素,能與γ-Fe形成無限固溶體,大大增加奧氏體的穩定性,使得淬火后殘留奧氏體量增多。
(2)滲層碳的質量分數過高。滲碳氣體碳勢過高和滲碳溫度偏高,使溶入奧氏體中的碳量增加,并且碳化物形成時奧氏體中的含碳量降低,促使更多的活性碳原子被鋼吸收溶入奧氏體中,使滲碳表層含碳量大量增加,而碳是最強烈降低鋼的Ms點溫度的元素,Ms點愈低,馬氏體轉變就愈不充分,造成淬火后殘留奧氏體量增多。
(3)淬火溫度偏高。加熱溫度愈高,溶入奧氏體中的碳和合金元素量也愈多,而碳、Cr、Ni、 Mo元素都是提高淬透性的,奧氏體穩定性提高,殘留奧氏體增多。
(4)淬火劑溫度偏高。淬火劑溫度愈高,馬氏體轉變愈不充分,殘留奧氏體量愈多。
由以上引起殘留奧氏體量過量的原因可以看出,該零件材料本身含用較多的易引起淬火后殘留奧氏體量多的合金元素,工藝為910℃滲碳后直接淬火,滲碳保溫時間較長,碳的質量分數較高,碳及合金元素大量地溶入了奧氏體中,增加了奧氏體的穩定性,降低了Ms點。根據經驗公式:Ms(℃)=520-320C-45Mn-30Cr-20(Ni+Mo)-5(Cu+Si),可估算出該材料滲碳前后的Ms點:
滲碳前 Ms(℃)=520-320×0.17-45×0.55-30×1.7-20×(1.6+0.3)-5×0.27
=350.1
滲碳后 Ms(℃)=520-320×0.85-45×0.55-30×1.7-20×(1.6+0.3)-5×0.27
=132.9
由上面估算可以看出,該材料滲碳前后Ms點相差較大,滲碳后約為133℃,Ms點較低,而Ms點越低,淬火鋼中的殘留奧氏體量越多。在200℃回火時,由于碳化物形成元素Cr、Mo與碳有較強的親和力,使碳在α相中擴散減慢,減緩了碳化物的析出和長大,顯著地阻礙和延緩了淬火馬氏體的分解,提高了鋼的回火穩定性;而淬火馬氏體發生分解時會析出ε碳化物,比容減小,殘留奧氏體受到來自馬氏體的壓應力減小,加之殘留奧氏體本身是不穩定的組織,在回火過程中殘留奧氏體會緩慢發生分解,滲碳淬火后表層的殘留奧氏體量經回火而減少,但由于該材料合金元素含量較高,滲碳淬火后本身殘留奧氏體量較多,而回火溫度只有200℃,時間也只有4h,較多的殘留奧氏體來不及轉變,回火后由于應力松弛(低溫回火可降低約30%的殘余應力),在回火過程中未轉變的殘留奧氏體在回火后的冷卻及室溫放置過程中開始向馬氏體緩慢發生轉變,形成二次淬火馬氏體,并且經過磨削加工后,仍未發生轉變的殘留奧氏體由磨削應力誘發加快了馬氏體轉變,同樣形成二次淬火馬氏體,由于表層含碳量高,這種二次淬火馬氏體實為高碳馬氏體,高碳馬氏體亞結構為大量孿晶,易產生顯微裂紋,強度很低,應力很大,而本身也不易發生塑性變形來松弛這種應力,又未經再次回火轉變成回火馬氏體和消除應力,所以在室溫放置過程中隨著殘留奧氏體的逐漸轉變,應力逐漸增大,當該應力與其他內應力疊加超過材料的脆斷抗力時就發生了開裂。
由此可見,圖2所示的白色組織實為殘留奧氏體轉變成的二次淬火馬氏體與殘留奧氏體的混合組織,我們從顯微硬度上可以證明這一點,因該區域白色組織部分硬度高達HV723,明顯是二次淬火馬氏體組織。
2.鍛坯正火組織不良
17Cr2Ni2Mo材料在鍛件入廠驗收時,檢查出晶粒粗大和混晶,經正火、高溫回火后取樣檢測仍有局部混晶和晶粒粗大不均勻現象。這些粗大組織將被“遺傳”,使得滲碳淬火后馬氏體組織粗大,脆性增大,同時由于粗大的原始組織引起滲碳淬火后組織的不均勻性增大,內應力增大,這些因素都容易導致工件開裂。
圖4 鍛坯正火后的金相組織:鐵素體+珠光體+少量粒狀貝氏體,局部混晶 500×
綜上所述,主傳動主動齒輪軸縱向開裂的主要原因是熱處理工藝不恰當,淬火后殘留奧氏體量過多,回火時間不足,致使過量的殘留奧氏體未充分發生轉變,在回火后的冷卻過程中及機加磨削過程中由磨削應力誘發逐漸轉變成二次淬火馬氏體,這種二次淬火馬氏體未經再次回火進行應力釋放,內應力較大;鍛坯組織不良,存在粗大組織,使滲碳淬火后內應力增大;零件截面不均勻,本身內應力較大;以上三種應力疊加超過材料的脆斷抗力就導致了主傳動主動齒輪軸發生縱向開裂,這也可以解釋為什么相同材料、相同工藝加工、形狀對稱的主傳動被動齒輪未發生裂紋,而只有3%左右的主傳動主動齒輪軸產生裂紋。
工藝改進
1.嚴格控制鍛坯正火組織
該零件材料中同時含有較高的Cr、Ni、Mo元素,而Cr、Mo為中強碳化物形成元素,除推遲特殊碳化物的形核和長大外,還由于其提高鐵的γ→α相變的自擴散激活能,使鐵的自擴散困難。Cr還會使新、舊自由能差降低,阻礙γ→α的轉變;而Ni是開啟γ相區并穩定γ相區的元素,提高γ→α相轉變時的形核功,降低轉變溫度范圍,強烈推遲珠光體的轉變,從而發生貝氏體轉變,導致正火后出現混晶組織。為此全部采用等溫正火工藝,正火加熱溫度(930±10)℃、等溫溫度(670±10)℃,等溫正火后的金相組織如圖5所示。
(a)100×
(b)400×
圖5 鍛坯等溫正火后金相組織:珠光體+鐵素體
2.改進滲碳淬火工藝
實踐表明:Ms點越低,淬火鋼中的殘留奧氏體量越多,因此,凡使Ms點降低的元素均使淬火鋼中的殘留奧氏體增加。為減少滲碳淬火后殘留奧氏體量,必須減少過冷奧氏體的穩定性,使Ms點升高。為此采用滲碳后緩冷,然后再加熱淬火的工藝。滲碳后緩冷由表及里金相組織:過共析層珠光體+碳化物,共析層為珠光體,過渡區為珠光體+鐵素體,這些組織在隨后的淬火加熱過程中由于加熱溫度低、保溫時間短,不能再完全溶入奧氏體中,降低下一次淬火加熱時奧氏體中碳及合金元素的含量,提高Ms點和Mf點,從而減少淬火后殘留奧氏體量。
(1)第一次改進后的工藝
經過分析比較,結合公司現有的生產設備(愛協林多用箱式爐) ,確定采用“滲碳+中間冷卻+保溫淬火”的工藝,即滲碳后緩冷,然后再加熱淬火的工藝。滲碳時采用“恒溫變碳勢”方法進行,在同一溫度下進行強滲和擴散,即強滲期采用較高碳勢(碳勢控制在1.2%),使齒輪表面強烈增碳,造成從齒面到心部較高的碳濃度梯度,而擴散期碳勢控制在0.85%左右,此時爐內碳勢低于齒輪表層碳濃度,齒輪表面碳原子一部分在較高濃度梯度作用下由表向里擴散,另一部分則離開表層進入氣體介質中,擴散期使得滲層深度增加,表層碳濃度降低,濃度梯度下降,梯度趨于平緩。強滲期與擴散期的時間長短依據所要求的硬化層深度來控制,待滲層達到工藝要求的中下限后降溫,溫度降到880℃后自動拉到前室開啟風扇氣冷1h,然后再送入后室加熱淬火,淬火油溫設定為80℃。工藝曲線如圖 6所示。
圖6 “滲碳緩冷、一次淬火”工藝曲線
為驗證回火時間與次數對金相組織的影響,按此工藝滲碳緩冷后加熱淬火、回火4h后破試零件檢查金相組織如圖7所示。
圖7 碳化物2級、馬氏體及殘留奧氏體5級 400×
組織不理想,殘留奧氏體量仍然偏多,由于該材料含有碳化物形成元素Cr、Mo,具有更高的回火穩定性,前面已估算出該材料滲碳淬火后的Ms點,約133℃,當回火溫度在Ms以上時,殘留奧氏體會發生分解,為加快分解速度,將該爐零件再次用210℃回火4H,回火后殘留奧氏體量明顯減少,如圖8所示。
圖8 210℃再次回火后的金相組織:碳化物2級、馬氏體及殘留奧氏體3~4級400×
為驗證工藝的穩定性,按相同工藝加工了第二爐產品,二次回火后金相組織仍然較差工,為此進行了三次回火,其金相檢測結果如圖9所示。
(a)第1次回火M+AR6級 400×
(b)第2次回火M+AR 5級400×
(C)第3次回火M+AR 3級 400×
圖9 三次回火后的金相組織
由以上金相圖片可以看出,該零件回火穩定性非常高,需要2~3次回火才能將殘留奧氏體量控制到較低的水平。熱處理工藝從滲碳后直接淬火改為“滲碳后緩冷,然后再加熱淬火”,并200℃保溫4H三次回火后,金相組織較好,工藝改進取得較好效果,但意外的是試制的第一爐產品(二次回火)在磨削后放置3天后又發現1件裂紋,裂紋部位、形狀與前面發現的相同,經對裂紋件取樣分析,金相組織為C3,A+M4級,為此我們再次對工藝進行了改進。
(2)第二次改進后的工藝
為盡可能地減少殘留奧氏體量,決定采取“滲碳+高溫回火+加熱淬火+兩次回火“的工藝方案,滲碳后高溫回火的目的是為了使滲碳層中的高碳高合金度的馬氏體和殘留奧氏體發生分解,析出合金碳化物,并發生向特殊碳化物轉化,這些特殊碳化物在隨后的淬火加熱過程中由于加熱時間較短,不能再充分完全地溶入奧氏體,因而降低了奧氏體中碳和合金元素的含量,使Ms點升高,以減少淬火后殘留奧氏體量。其工藝曲線如圖10所示。
圖10 “滲碳+高溫回火+淬火”工藝曲線
出爐后破試產品檢查零件的金相組織如圖11所示。
圖11 碳化物2級、馬氏體及殘留奧氏體2級400×
金相組織非常好,但由于三次加熱,零件變形較大,而公司所生產的主傳動齒輪副未采取磨齒工藝,零件變形后完全不能滿足產品圖要求,該批零件全部報廢,該工藝方案被徹底否決。
(3)確定最佳滲碳淬火工藝
由于該材料同時含有較高的Cr、Ni、Mo元素,它們增加了淬火后殘留奧氏體量,且滲碳溫度越高,碳及合金元素溶入奧氏體就越多,奧氏體就越穩定,淬火后殘留奧氏體越多;碳濃度越高,溶入奧氏體中的碳量就會相應增加,而碳是最強烈降低鋼的Ms點溫度的元素,綜合作用將使淬火后殘留奧氏體量增加更多,根據這些理論,適當降低滲碳溫度及碳勢,延長回火時間,來解決殘留奧氏體量多的問題。
據資料介紹,17Cr2Ni2Mo的最佳滲層淬透性對應的含碳量范圍在0.75%~0.85%之間,為此將滲碳溫度由920℃降低到910℃,強滲階段的碳勢由1.2%降低到1.15%,擴散及淬火階段的碳勢由0.85%降低到0.80%,適當延長擴散時間。由前面的估算可以得出該材料滲碳前Ms為350℃,滲碳后Ms為133℃,也就是說滲碳層高碳馬氏體轉變開始溫度為133℃左右,淬火冷卻到表面(130~350)℃時,心部低碳部位已進行了馬氏體轉變,心部馬氏體充分轉變,形成堅硬的馬氏體后,表面開始馬氏體轉變,而表面馬氏體轉變引起的體積膨脹會造成表面強大的壓應力,提高齒輪軸的表面硬度,也可減少組織應力和熱應力,從而減少零件變形。
由于該材料Cr、Ni、Mo含量較高,碳化物形成元素Cr、Mo元素阻礙了碳的擴散,使馬氏體分解減慢,提高了鋼的回火抗力,根據前面的試驗已經可以看出,該材料回火穩定性非常高,適當提高回火溫度可加速殘留奧氏體的分解,減少最終殘留奧氏體量,為此將回火溫度提高到(210±10)℃,回火時間延長到24h,只進行一次回火,不再反復回火3次,降低操作者勞動強度。改進后的工藝曲線如圖12所示。
圖12 改進后的熱處理工藝曲線
處理后金相組織如圖13所示。
圖13 碳化物2級、馬氏體及殘留奧氏體2~3級400×
按此工藝連續加工了5爐產品,殘留奧氏體均控制到了3級以內,且變形穩定,主傳動齒輪副著色良好,跟蹤了兩個月,無一裂紋產生。
根據這一原理將前期已加工的主傳動主被動齒輪全部返回重新按(210±10)℃全部補充回火24h,回火后打上標識,全部磁粉無損探傷檢查,未發現裂紋。又對其幾何尺寸全部進行了復檢,發現大部分主傳動主動齒輪軸外圓尺寸漲大0.03~0.05mm,主要是由于殘留奧氏體轉變成了回火馬氏體,而馬氏體比容大于殘留奧氏體所致,對其全部進行了修磨,并對其全部跟蹤半年以上,未再發現裂紋。
結語
(1)17Cr2Ni2Mo材料滲碳淬火后主傳動主動齒輪軸發生縱向開裂的主要原因是由于殘留奧氏體量過多,回火時間偏短,致使過量的殘留奧氏體未充分發生轉變,在室溫放置過程中慢慢轉變成二次淬火馬氏體,該二次淬火馬氏體應力較大,與其它應力疊加超過材料脆斷抗力所致。
(2)通過采用“910℃滲碳后緩冷、830℃加熱淬火、碳勢降低到0.8%、210℃回火24h ”的工藝方案,在有效控制最終殘留奧氏體量的同時滿足零件畸變要求。
(3)對前期產品可采取210℃補充回火24h進行挽救。