汽車、拖拉機(jī)等機(jī)械設(shè)備,在其變速箱傳動(dòng)系中,齒輪件必不可少,其承擔(dān)著將一根軸的轉(zhuǎn)動(dòng)傳遞給另一根軸,起著傳遞運(yùn)動(dòng)和動(dòng)力的作用。齒輪精度的高低直接影響齒輪的傳遞性能,不但會(huì)產(chǎn)生噪聲,嚴(yán)重的會(huì)造成打齒。對(duì)于齒部精度要求高的,齒形就需要高精度的加工方法,如采用磨齒等方式實(shí)現(xiàn)。一般齒輪與軸有三種連接方式,分別是光孔連接、花鍵孔連接和鍵連接。光孔零件由于磨齒前基準(zhǔn)經(jīng)過精加工,正常磨齒是不存在問題的。對(duì)于花鍵孔零件采用熱后磨齒,由于內(nèi)花鍵采用熱前加工,經(jīng)過熱處理后造成內(nèi)花鍵變形,花鍵孔定位時(shí),會(huì)造成齒部的精度難以保證。為了保證零件的精度,滿足產(chǎn)品的設(shè)計(jì)精度要求,我們重新對(duì)花鍵孔零件,特別是非對(duì)稱結(jié)構(gòu)的異形齒輪件的加工工藝進(jìn)行分析及研究討論,通過試制試驗(yàn),找出了一種保證該類型零件精度的加工工藝方法,滿足了產(chǎn)品精度要求。
一、零件工藝方案對(duì)比
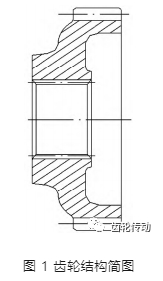
零件結(jié)構(gòu):齒輪結(jié)構(gòu)有對(duì)稱結(jié)構(gòu)、非對(duì)稱結(jié)構(gòu)。非對(duì)稱結(jié)構(gòu)有左右凸出不等、左右內(nèi)凹究對(duì)象。該類型零件具有熱處理變形大,熱后工藝保證能力差等特點(diǎn)。典型零件結(jié)構(gòu)如圖 1 所示。
零件材料及技術(shù)要求:齒輪材料為低碳合金鋼 20CrMnTi; 毛坯正火處理,正火硬度 170 ~ 200 HB; 整體進(jìn)行滲碳淬火,齒面硬化層有效深度 0.55 ~0.85,齒面硬度 58 ~64 HRC,單件硬度差值不大于 3 HRC,心部硬度 31 ~ 44 HRC;零件表面無毛刺;齒部精度等級(jí)為 877HK GB /T 10095-88。
原工藝方案及加工結(jié)果
原工藝方案:零件齒部精度為 7 級(jí),按現(xiàn)有工藝條件,齒形加工方案為滾齒-磨齒。
加工工藝路線為: 粗車—精車—拉花鍵—精修端面—滾齒—熱處理—磨齒—成品檢驗(yàn)。
加工結(jié)果檢測(cè)數(shù)據(jù):按此方案經(jīng)過加工檢驗(yàn),檢驗(yàn)數(shù)據(jù)如圖 2 所示。
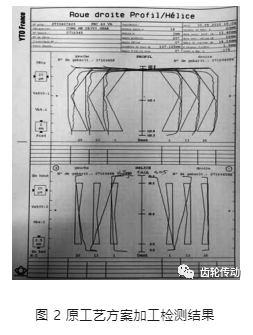
檢測(cè)結(jié)果顯示,齒向亂齒嚴(yán)重,不能滿足產(chǎn)品精度要求。
數(shù)據(jù)分析:磨齒采用內(nèi)花鍵小徑及端面作為定位基準(zhǔn),而經(jīng)過熱處理后內(nèi)花鍵發(fā)生了變形( 錐度及橢圓) ,端面跳動(dòng)熱后也發(fā)生了改變,作為定位基準(zhǔn)的定位精度不能滿足磨齒精度的需要,檢驗(yàn)采用內(nèi)花鍵小徑作為基準(zhǔn)進(jìn)行檢驗(yàn),造成磨齒后成品檢驗(yàn)數(shù)據(jù)不合格,由此造成了很大的經(jīng)濟(jì)損失。
試驗(yàn)工藝方案
方案分析:我們采用倒推工藝即逆工藝的方法進(jìn)行分析,得出工藝改進(jìn)方案。
要保證零件的磨齒精度,首先必須保證零件的基準(zhǔn)精度; 磨齒的基準(zhǔn)為內(nèi)花鍵小徑及端面,我們可通過內(nèi)圓磨床進(jìn)行磨花鍵小徑及端面實(shí)現(xiàn)提升基準(zhǔn)精度的目的; 磨花鍵小徑及端面的基準(zhǔn)為外圓及端 面,因前面工序經(jīng)過拉花鍵、滾齒及熱處理,外圓精度也不足,如果直接采用熱后未加工的外圓進(jìn)行磨孔加工,會(huì)造成內(nèi)花鍵節(jié)圓偏離,造成真正的裝配徑跳誤差,由此,需對(duì)外圓作為基準(zhǔn)進(jìn)行磨削加工。因內(nèi)花鍵小徑的錐度變形,我們不能以小徑作為基準(zhǔn)去磨外圓,可采用花鍵鍵側(cè)定位制做花鍵心軸進(jìn)行磨外圓,這樣加工既可靠,也符合裝配要求。
方案改進(jìn):根據(jù)以上分析,我們確定了以下工藝方案: 粗車—精車—拉花鍵—滾齒—熱處理—磨外圓靠端面—磨內(nèi)孔靠端面—磨齒—成品檢驗(yàn)。
工藝試驗(yàn):
熱處理工藝試驗(yàn):為了盡可能減小內(nèi)花鍵的熱處理變形,我們對(duì)該零件在熱處理時(shí)增加了補(bǔ)償套,如圖 3 所示。
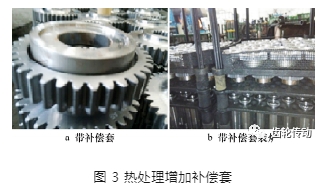
通過增加熱處理補(bǔ)償套,內(nèi)花鍵的變形大幅降低,內(nèi)花鍵 M 值錐度由 0.1 以上控制在 0.03 以內(nèi),不僅提高了內(nèi)花鍵品質(zhì),由此提高零件熱后加工及裝配的可靠性。
設(shè)計(jì)加工用花鍵心軸:為了能夠采用鍵側(cè)定心磨外圓,我們?cè)O(shè)計(jì)了花鍵心軸,如圖 4 所示。
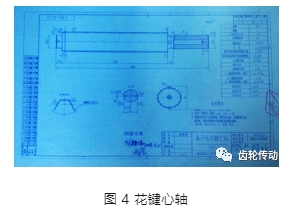
采用花鍵心軸定心磨外圓,花鍵定位可靠,也符合基準(zhǔn)統(tǒng)一原則。
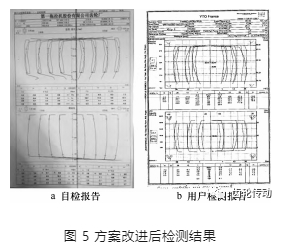
磨齒工藝試驗(yàn):齒輪經(jīng)過熱后磨外圓、磨小徑及端面后,采用磨過的內(nèi)花鍵小徑及端面進(jìn)行磨齒。磨齒后檢測(cè)結(jié)果如圖 5 所示。
二、其他磨齒工藝方案探索
磨齒基準(zhǔn)采用端面及內(nèi)孔定位:當(dāng)磨齒采用端面及內(nèi)花鍵定位時(shí),端面的精度對(duì)磨齒質(zhì)量影響較大,若有合適的設(shè)備資源,可在熱處理后采用內(nèi)花鍵鍵側(cè)定位串心軸精( 車或磨) 修定位端面,這樣熱后工藝方案可采用: 熱處理—精修端面—磨齒—成品檢驗(yàn)。采用該方案加工效率高,成本低,但前提是內(nèi)花鍵變形要小,變形量以控制在 0.02 以內(nèi)為宜。
若磨齒僅采用內(nèi)花鍵定位:當(dāng)磨齒僅僅采用內(nèi)花鍵定位時(shí),如果內(nèi)花鍵及端面精度熱處理后變形能夠控制,則熱后工藝方案可采用: 熱處理—磨齒—成品檢驗(yàn)。采用該方案的加工成本達(dá)到最低。
三、結(jié)論
(1) 對(duì)于異形內(nèi)花鍵齒輪件的磨齒精度控制,以現(xiàn)有條件,采用熱后以內(nèi)花鍵鍵側(cè)定心磨外圓,再以外圓定位磨內(nèi)花鍵小徑,可滿足磨齒的基準(zhǔn)精度要求,是保證磨齒質(zhì)量的一種可靠性工藝。
(2) 異形內(nèi)花鍵齒輪件在熱處理過程中,增加合理的補(bǔ)償套,可大幅度減小內(nèi)花鍵的熱處理變形,提高內(nèi)花鍵精度及裝配的可靠性。
(3) 要保證齒輪件磨齒質(zhì)量,必須保證其加工定位基準(zhǔn)的精度,定位基準(zhǔn)的精度必須與零件的加工精度相匹配。
(4) 只有在材料能夠控制、零件結(jié)構(gòu)非異形、熱處理變形可控、資源具備等條件下,磨齒工藝方案能夠達(dá)到最優(yōu)、成本最低的目的。