在齒輪工作時,其需要足夠的心部硬度來保證可以承受脈動沖擊力和交變彎曲應力,使齒輪在傳動中具有足夠的強韌性。滲碳淬火工藝是提高齒輪表面硬度,強化齒輪承載能力的重要途徑。其中淬火工藝將奧氏體轉化為貝氏體、馬氏體,來滿足齒輪對各項指標的要求。傳統的淬火工藝不僅污染嚴重且表面光潔度較差,不適合一些如汽車齒輪等高精密零部件。高壓氣淬工藝是利用高壓力的氣體通過風機形成強制對流,使零部件溫度快速下降,達到組織相變目的,其具有以下優點: ①工件表面質量好,無氧化; ②淬火均勻性好,工件畸變小; ③淬火強度可控性好,冷卻速度能通過改變氣體壓力和流速進行控制; ④生產率高; ⑤無環境污染。
在氣淬過程中由于裝爐工件較多,高壓氣體無法均勻地與各個齒輪進行換熱,因此會導致出現同爐工件心部組織、硬度不均勻,甚至部分齒輪心部各項指標不合格、組織較差。提高氣淬能力的方式可以通過提高氣淬壓力、氣體流速等方式,但成本和周期較高。并且由于淬火介質處于湍流狀態,零部件數量較多且內部溫度難以測量,因此選擇數值模擬的方式分析氣淬過程中流場與溫度場,指導氣淬室的結構優化,提高氣淬較差區域的零部件硬度和組織質量,達到提高同爐零部件組織與性能均勻性的目的。
本文以北京機電研究所有限公司生產的 WZSTQ- 60G 型滲碳高壓氣淬爐為研究對象,該爐具有 2 MPa 高壓氣淬能力,通過構建氣淬室三維模型,進行網格劃分并進行模擬仿真計算,分析氣淬時流場與溫度場,并優化氣淬室結構與工裝,提高汽車齒輪氣淬工藝的均勻性。
一、汽車齒輪氣淬試驗
氣淬試驗
使用北京機電研究所有限公司研制的 2 MPa 高壓氣淬爐進行滲碳氣淬試驗,試驗零件為汽車齒輪,材料為 18CrNiMo7-6 鋼,模數為 5.556 mm,如圖 1 所示。試驗試件要求心部硬度大于 380 HV10。

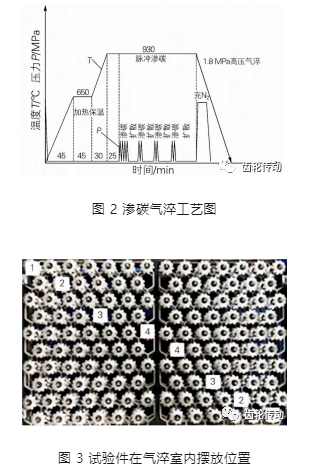
齒輪滲碳氣淬工藝如圖 2 所示,采用 930 ℃ 滲碳后 1.8 MPa 高壓氣淬。在氣淬室內工件整體采用 9 層裝料方式,每層共兩個裝料盤,總共裝 18 個料盤; 每料盤裝 65 個齒輪,共計 1170 個齒輪件,為具體分析每層工件的氣淬均勻性,試驗件擺放位置如圖 3 所示。
試驗結果分析
完成熱處理工藝后,使用 240 ~ 2000 目的碳化硅砂紙對滲碳后的試樣橫截面進行研磨,并用金剛石拋光劑拋光,用 MH-60 型顯微維氏硬度計測試齒輪試樣心部的顯微硬度。為保證數據的準確性,加載 10 kg,每個點的保持時間為 15 s,每個深度的硬度值測試 3 次,取平均值。采用 Zeiss Axio ScopeA1 型金相顯微鏡 觀測齒輪心部組織。對齒輪試樣進行切片制樣,心部硬度檢測結果如圖 4 所示。
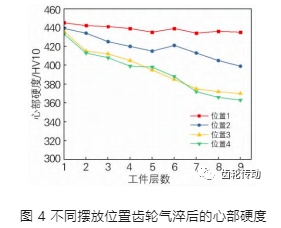
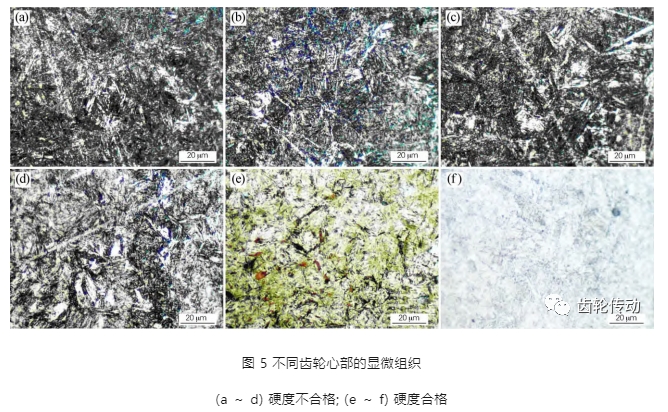
根據檢測結果可知,位置 1 和位置 2 的全部工件心部硬度遠高于工藝要求值; 位置 3 與位置 4 第 1 層至第 3 層的心部硬度最低值在380 HV10 以上,也符合工藝要求,但其第 4 ~ 9 層齒輪件的心部硬度值較低,處于最低工藝要求硬度值附近。圖 5 是齒輪心部硬度合格與不合格的金相照片。可以看出,硬度合格的齒輪心部組織為馬氏體與貝氏體,而硬度不合格的齒輪心部組織除了馬氏體和貝氏體還分布了大量鐵素體。根據 GB /T 38805—2020《重載齒輪熱處理技術要求》,汽車齒輪心部組織可以存在少量貝氏體,但不能存在游離鐵素體。
導致此問題的原因是,在高壓氣淬過程中 1、2 位置不同層工件和 3、4 位置的第 1 和第 2 層工件由于與高壓氣體接觸較為充分,且受周圍工件及工裝的儲熱影響較小,因此冷卻速度較快。而位置 3 和位置 4 的第 3 層至第 9 層的工件則受儲熱影響較大,且高壓氣流被逐層削減,導致其冷卻速度較慢。本文將此兩區域稱為易冷區和難冷區,兩個區域的冷卻速度不同導致了工件氣淬過程的不均勻性。本文將對氣淬室結構進行優化,以此來解決因冷速不均而產生的不均勻性。
二、氣淬室結構優化及數值模擬
氣淬室結構優化及三維模型
增加冷卻速度可以通過增加氣體壓力、增加氣體流速、選擇換熱系數高的氣體種類等。其中增加氣體流速是較為簡單和有效的方式,增加氣體流速的方法可以通過提高電機功率、優化葉片結構、優化風道結構與增加導風結構等方式實現,但前幾種方式對現有設備來說成本較高、實施較為復雜,而增加導風結構方式不僅成本較低、操作較為簡單而且效果較為顯著。根據試驗可知,易冷區的工件心部硬度遠高于規定值,而難冷區的工件難以達到,因此可以將高壓氣流通過導風裝置重新分配,將更多的高壓氣流導向難冷區。并且難冷區主要在中心和底層區域,因此在氣淬室的進風口增加斜向導流板,并且在工裝設計風道,使高壓氣流能貫穿整體工件垛。
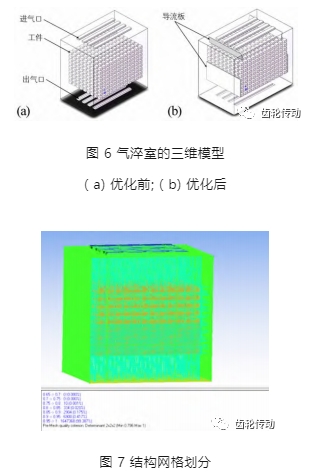
根據氣淬室有效區的尺寸建立三維模型,為簡化模型復雜程度,將齒輪模型簡化為長方體,并忽略工裝等影響因素。用等效面積法將進出風口設為 4 個進出口,結構優化前和優化后的氣淬室三維模型如圖 6 所示。本次模擬仿真過程屬于流固熱耦合分析,并且比例為 1∶1,因此模型尺寸較大,所以需要網格的質量較高。使用 Icem 軟件對三維模型進行結構化網格劃分,并設置相應的計算域。網格質量如圖 7 所示,使用軟件檢查網格質量,結果顯示網格質量良好。
數學模型
1) 連續性方程
式中: ρ 為流體密度; ux、uy、uz 為 x、y、z 方向分量。
2) 導熱方程
式中: ρ 為流體密度,T 為溫度,t 為時間,Cp 為流體比熱容,kx、ky 、kz 分別為 x、y、z 方向的導熱系數,Q 為源項。
3) 湍流動能方程
式中: ui 為沿 i 方向的速度分量; pr 為湍動能生成率; ηt 為湍流粘性系數; η 為流體粘度系數; xi 為 i 方向空間位置分量; k 為湍動能; ε 為湍流耗散率; σk 為 k-ε方程的湍流普朗特數。
結果分析
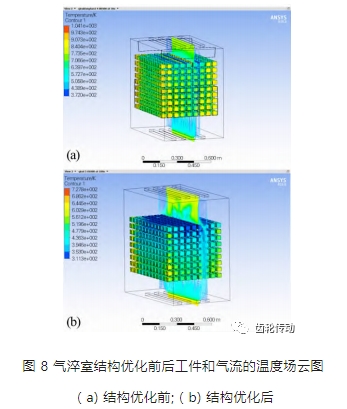
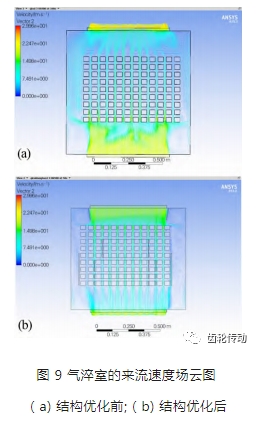
圖 8 和圖 9 分別是氣淬室結構優化前后某時刻工件和氣流的溫度場云圖和高壓氣流的速度場云圖。從圖 9 可以看出,高壓氣流通過工件垛時速度下降較快,且受儲熱熱影響較大的內層工件與受潛熱影響小的外層的區域間的流速相差不大。而從結構優化后的氣流場云圖可以看到高壓氣流向中心靠攏,提高了中心區域的來流速度。根據兩速度云圖對比,在結構優化前中心區域氣體來流速度為 15 m /s,結構優化后氣體來流速度為 18.5 m /s,增加導風裝置難冷區來流速度提高了 24% 。
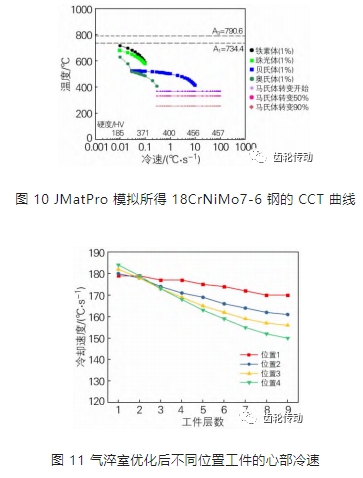
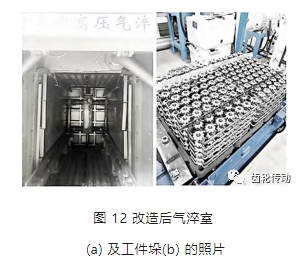
使用 JMatPro 軟件對 18CrNiMo7-6 鋼模擬 CCT 曲線,其結果如圖 10 所示。根據圖 10,如果在氣淬過程中避免珠光體轉變且硬度達到 380 HV10 以上,則需要滿足冷速在 60 ℃ /min 以上。在使用 fluent 對氣淬過程模擬時,間隔 1 s 輸出數據 DAT 文件,采用后處理軟件 CFD-Post 對模擬數據進行分析,對距離工件表面 20 mm 處( 約為齒輪心部硬度檢測位置) 溫度變化進行模擬檢測,并計算冷卻速度如圖 11 所示。根據圖 11 氣淬室改進后工件心部的冷卻圖,可以得出在難冷區的工件心部冷速均在 140 ℃ /min 以上,且易冷區的工件心部冷卻速度在 170 ℃ /min。可以推斷,增加導流裝置不僅可以提高難冷區的冷速,將難冷區的工件硬度提高至 380 HV10 左右,并且沒有由于減少易冷區的高壓氣體流量而導致易冷區的工件冷速不足。因此,此次仿真優化設計可以實施在相應結構上以解決實際問題。
三、試驗驗證
氣淬室結構改造
根據模擬優化的結果,將氣淬室出風口加設導流板。先將導流板連接塊焊接在氣淬室上,再使用螺栓將導流板固定在連接塊上,方便后期維護與拆卸,改造后如圖 12 所示。在工件垛增加導流風道,使高壓氣體可集中在中間區域,提高中間區域的氣體流速。
改造后氣淬試驗
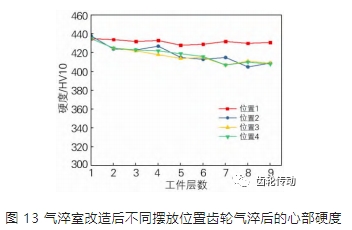
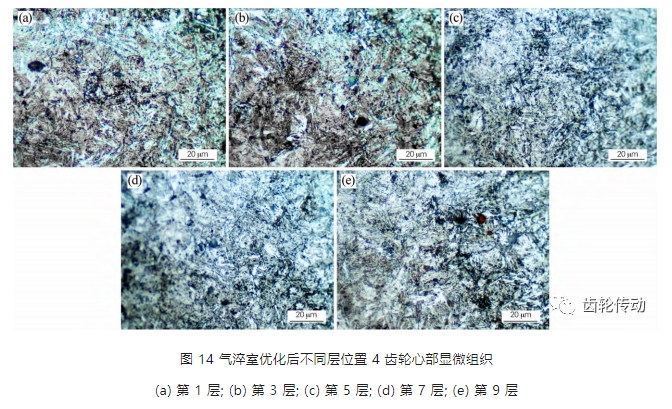
采用與最初氣淬試驗相同的試驗條件與工藝曲線,試驗件擺放位置也與初次試驗相同。如圖 13 所示,結構改造后試驗齒輪心部硬度均在 400 HV10 以上,符合心部硬度大于 380 HV10 的指標。對第 1、3、5、7、9 層的位置 4 齒輪進行制樣,使用 Zeiss Axio ScopeA1 金相顯微鏡觀測心部組織,如圖 14 所示,組織為貝氏體與馬氏體,沒有鐵素體出現,符合組織合格要求。
四、結論
1) 當出風口流速小且工件層數過多時,部分置于氣淬室中心和底層工件受儲熱影響較大,其會因為冷速不足出現大部分心部硬度不足,心部組織不合格。
2) 根據模擬仿真結果對氣淬室進行結構優化,在進風口處增加導流板,并且在工裝上安裝相應的風道。中心區域的氣體來流速度較優化前提高 24% 左右。
3) 對結構優化后的氣淬室進行試驗,試驗結果表明,無論氣流增強區還是氣流削弱區的受檢工件心部硬度值均在 405 HV10 以上,滿足規定指標,且心部硬度值整體較為均勻。
參考文獻略.