齒輪在實(shí)際工程應(yīng)用中,由于存在著制造誤差、安裝誤差和受載變形等因素,齒輪的嚙合過程會(huì)產(chǎn)生嚙入嚙出沖擊、偏載、振動(dòng)和噪聲等現(xiàn)象。通過對(duì)齒輪的齒向進(jìn)行修形,可以有效地減小齒輪的嚙合沖擊,并降低嚙合時(shí)的偏載情況,從而提高齒輪使用壽命。現(xiàn)階段幾乎所有的高速、重載、低噪的齒輪都需要進(jìn)行齒向修形。修形齒輪加工時(shí)的刀具運(yùn)動(dòng)軌跡規(guī)劃較標(biāo)準(zhǔn)螺旋齒面更為復(fù)雜,需要根據(jù)齒向修形后的齒面螺旋線規(guī)劃刀具的加工運(yùn)動(dòng)軌跡,滿足齒面的對(duì)稱齒向修形和任意非對(duì)稱齒向修形加工需求。
齒向修形是指沿齒寬方向有意識(shí)地微量修整齒面,使實(shí)際齒面偏離理論齒面的修形方法。Walker針對(duì)齒輪接觸狀態(tài)下的應(yīng)力集中問題,率先提出對(duì)直齒輪進(jìn)行齒向修形,以此改善其接觸特性并提高齒輪的承載能力。Yoshino 等提出了一種通過補(bǔ)償?shù)姆绞綄?duì)砂輪廓形和磨削位置進(jìn)行調(diào)整的方法,實(shí)現(xiàn)了齒輪成形磨削時(shí)的齒向修形。Shih 等針對(duì)五軸數(shù)控成形磨齒機(jī),提出了一種高階修正的方法實(shí)現(xiàn)齒向修形。在國內(nèi),魏延剛等結(jié)合齒輪傳動(dòng)的特點(diǎn),對(duì)漸開線直齒輪進(jìn)行了齒向修形設(shè)計(jì),并使用有限元方法論證了齒向修形可以有效避免齒輪嚙合時(shí)的邊緣效應(yīng)。宋樂明研究了國外鼓形齒的修形標(biāo)準(zhǔn),給出了鼓形修形量的具體計(jì)算公式。郭二廓等建立了齒向修形誤差評(píng)價(jià)數(shù)學(xué)模型,通過調(diào)整砂輪和工件安裝參數(shù)對(duì)接觸線進(jìn)行優(yōu)化,提高了成形磨齒時(shí)的齒向修形精度。汪中厚等根據(jù)成形磨齒的嚙合關(guān)系,結(jié)合實(shí)際齒向修形曲線推導(dǎo)了齒面接觸線方程,并利用多組接觸線進(jìn)行曲面擬合,構(gòu)建了齒向修形曲面模型。
綜上所述,國內(nèi)外研究學(xué)者對(duì)齒輪的齒向修形技術(shù)已經(jīng)建立了較為完善的理論體系。但現(xiàn)階段齒輪齒向修形技術(shù)的研究重點(diǎn)在于修形齒面的優(yōu)化設(shè)計(jì)和分析上,而面向?qū)嶋H的連續(xù)展成磨削方法的研究還較少,很難為齒向任意修形齒輪的精密加工提供技術(shù)支撐。
一、齒向任意修形齒面理論建模
標(biāo)準(zhǔn)螺旋齒面建模
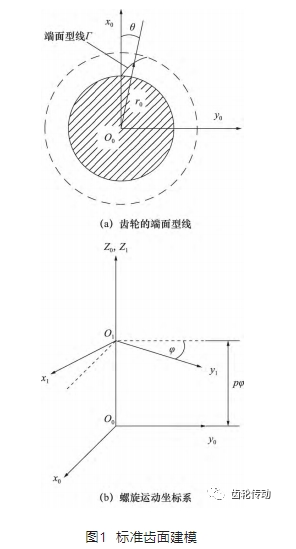
從螺旋齒面形成原理出發(fā),建立標(biāo)準(zhǔn)螺旋齒面的方程(圖 1) 。首先在空間建立一個(gè)固定的坐標(biāo)系 S0 (O0-x0,y0,z0 ) ,如圖 1a 所示,則齒輪的端面型線 Γ 的坐標(biāo)方程為:
式中: θ 為齒輪端面型線的參變量。
令端面型線 Γ 繞 z0 軸做螺旋運(yùn)動(dòng),即型線繞 z0 軸轉(zhuǎn)動(dòng)角度 φ 的同時(shí),沿 z0 軸移動(dòng)距離 pφ。此時(shí),端面型線 Γ 在空間上形成的軌跡曲面就是標(biāo)準(zhǔn)螺旋面。圖 1b 中,S1( O1-x1,y1,z1 ) 表示型線 Γ 螺旋運(yùn)動(dòng)后的坐標(biāo)系,由 S0 到 S1 的坐標(biāo)變換用矩陣為:
將式(1) 代入式(2) 得到螺旋齒面表達(dá)式
式中: φ 為端面型線 Γ 的螺旋運(yùn)動(dòng)參變量; p 表示螺旋參數(shù),p =導(dǎo)程/(2π) ,它的意義為型線 Γ 繞 z0 軸轉(zhuǎn)動(dòng)單位角度的同時(shí),沿 z0 軸移動(dòng)的距離。
齒向修形后的齒面建模
在建立的標(biāo)準(zhǔn)齒面模型基礎(chǔ)上,對(duì)端面廓形的螺旋運(yùn)動(dòng)軌跡進(jìn)行修形,形成齒向修形齒面。齒向修形曲線可以是修正的圓柱螺旋線,或其他的任意修形曲線。由于齒向鼓形修形曲線設(shè)計(jì)簡單,修形效果較為直觀,故以鼓形修形曲線為例建立修形齒面模型(圖 2) 。
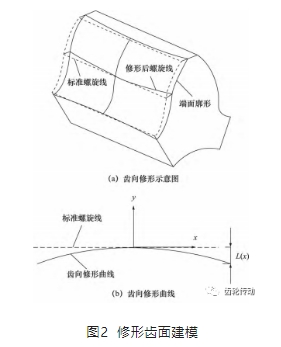
圖 2a 表示齒輪端面廓形沿齒向修形后的螺旋線運(yùn)動(dòng)形成的修形齒面示意圖,分度圓上的齒向鼓形修形曲線如圖 2b 所示。修形的鼓點(diǎn)為齒寬中部,修形量為 0,齒輪的上、下端面處修形量最大。修形量的大小與齒寬位置的關(guān)系函數(shù)為:
式中: x 為在齒寬方向上的位置; y 表示修形量。
根據(jù)齒向修形齒面的形成原理,采用附加運(yùn)動(dòng)的方式建立修形齒面方程。首先根據(jù)齒向修形曲線計(jì)算齒輪在齒寬方向上各端截面處的修形量,該修形量為修形前后齒輪端截面廓形的位置偏差; 再根據(jù)各截面處修形量的大小改變齒輪廓形的位置,如圖 3 所示; 最終的修形齒面由所有截面上的齒輪廓形構(gòu)成。
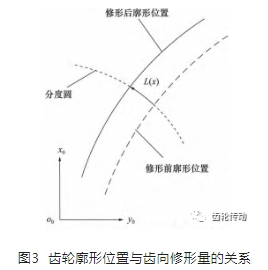
齒向修形時(shí),齒輪廓形在標(biāo)準(zhǔn)螺旋運(yùn)動(dòng)的基礎(chǔ)上,再附加一個(gè)繞齒輪軸線的轉(zhuǎn)動(dòng),轉(zhuǎn)動(dòng)半徑為齒輪的分度圓半徑。因?yàn)樾扌瘟恳话爿^小,可將附加轉(zhuǎn)動(dòng)的弧長近似為與修形量對(duì)應(yīng)的廓形移動(dòng)長度。
式中: Φ 為齒輪端面廓形的附加轉(zhuǎn)動(dòng)量; r 為齒輪的分度圓半徑。
由于附加運(yùn)動(dòng)的存在,圖 1b 中,由 S0 到 S1 的坐標(biāo)變換矩陣為:
聯(lián)立式(1) 和式(6) ,得到最終的齒向修形齒面方程。
式中: x'1、y' 1、z' 1 表示齒向修形齒面在齒輪坐標(biāo)系中的坐標(biāo)值。
二、連續(xù)展成磨削運(yùn)動(dòng)軌跡規(guī)劃方法
典型的數(shù)控蝸桿砂輪磨齒機(jī)床結(jié)構(gòu)如圖 4 所示,連續(xù)展成磨削齒向修形齒輪時(shí),齒輪的齒向修形可通過改變蝸桿砂輪的磨削運(yùn)動(dòng)軌跡實(shí)現(xiàn)。蝸桿砂輪沿齒輪的附加徑向運(yùn)動(dòng)(X 軸的運(yùn)動(dòng)) 及沿齒輪的附加切向運(yùn)動(dòng) (Y 軸的運(yùn)動(dòng)) 都可改變包絡(luò)出的齒輪廓形的位置。以齒輪分度圓處的齒向修形量為基準(zhǔn),分別討論 X 軸和 Y 軸的附加運(yùn)動(dòng)量與齒向修形量之間的關(guān)系。將蝸桿砂輪看做是一把齒條刀具,其軸截面廓形近似為直線。
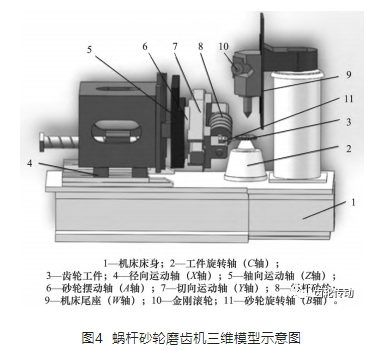
圖 5 中,Pa 為齒向修形后的齒輪端截面廓形,Pb 為修形前的齒輪端截面廓形,齒輪在該端截面處的齒向修形量為 δn,則對(duì)應(yīng)的齒輪端截面廓形的偏移量為 δτ。
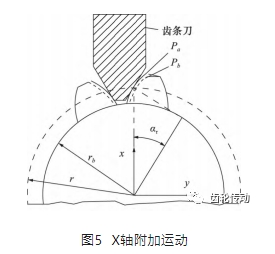
則 X 軸的附加移動(dòng)量 Δx 與修形量之間的關(guān)系為:

式中: β 為齒輪的螺旋角; ατ 為齒輪的端面壓力角。
齒條刀具沿 X 軸方向移動(dòng) Δx 后,其左右齒廓相對(duì)于齒輪的偏移量相同,因此 X 軸附加移動(dòng)在齒輪齒槽的左右齒面廓形上產(chǎn)生相同的修形量。
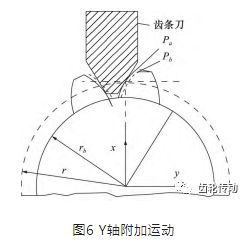
(2) Y 軸附加移動(dòng)量
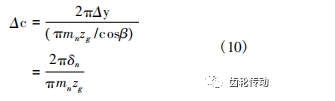
圖 6 表示 Y 軸的附加移動(dòng)與包絡(luò)出的齒輪廓形間的關(guān)系。則 Y 軸的附加移動(dòng)量 Δy 與修形量之間的關(guān)系為:

由于齒輪與齒條刀在分度圓處做純滾動(dòng),因此 Y 軸的附加移動(dòng)量 Δy 等于齒輪端截面廓形的偏移量 δτ。由于 C 軸和 Y 軸在齒輪轉(zhuǎn)動(dòng)過程中具有定比例的運(yùn)動(dòng)關(guān)系,可將 Y 軸的附加移動(dòng)量換算為 C 軸的附加轉(zhuǎn)動(dòng)量,產(chǎn)生的修形效果相同。根據(jù)齒輪與齒條刀之 間的運(yùn)動(dòng)關(guān)系,得到 C 軸附加轉(zhuǎn)動(dòng)量 Δc 與 Y 軸的附加移動(dòng)量 Δy 的關(guān)系為:
由于 Y 軸或 C 軸是沿齒槽的單方向運(yùn)動(dòng),因此 Y 軸或 C 軸的附加運(yùn)動(dòng)在齒槽的左右齒面廓形上產(chǎn)生相反的修形量。雙面磨削時(shí),X 軸和 Y 軸(或 C 軸) 的組合運(yùn)動(dòng)可同時(shí)實(shí)現(xiàn)左右齒面任意的齒向修形。
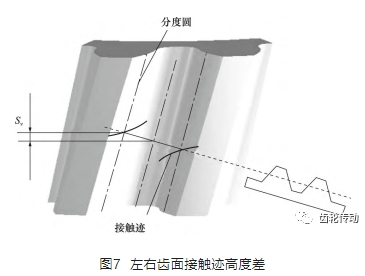
蝸桿砂輪與齒輪的嚙合是一對(duì)相錯(cuò)軸螺旋齒輪的嚙合,相錯(cuò)軸齒輪齒面在嚙合過程中的每一瞬時(shí)皆為點(diǎn)接觸,連續(xù)展成磨削過程中齒面接觸點(diǎn)的位置連續(xù)變化。接觸點(diǎn)的空間運(yùn)動(dòng)軌跡為兩個(gè)齒面的嚙合線,接觸點(diǎn)沿空間嚙合線的運(yùn)動(dòng)在齒面上形成一條接觸跡。蝸桿砂輪運(yùn)動(dòng)至齒輪齒寬的不同位置處,均會(huì)在齒面上形成一條接觸跡。因接觸跡與齒輪的端截面的夾角始終為 βb,蝸桿砂輪沿齒輪寬度方向的連續(xù)運(yùn)動(dòng)在齒面上形成一系列相互平行的接觸跡,所有的接觸跡構(gòu)成被加工的齒面。當(dāng)齒輪存在齒向修形時(shí),其修形曲線是疊加在齒面分度圓的齒向螺旋線上,使得分度圓上的接觸點(diǎn)在不同齒寬位置處存在高度差,達(dá)到齒向修形的目的。
雙面磨削齒輪時(shí),砂輪同時(shí)在齒槽的左右齒面上形成接觸跡。由于斜齒輪左右齒面上的接觸跡位置存在著高度差,如圖 7 所示,兩條接觸跡在分度圓處的接觸點(diǎn)沿齒寬方向的高度差為 2Sv。因此砂輪運(yùn)動(dòng)至齒輪某一齒寬處,對(duì)應(yīng)的實(shí)際左右齒面在接觸跡處的修形量不是左右對(duì)稱的。

將蝸桿砂輪沿齒寬方向的運(yùn)動(dòng)軌跡離散為一系列樣條點(diǎn),根據(jù)每一個(gè)樣條點(diǎn)位置處對(duì)應(yīng)的左右齒面分度圓上的實(shí)際齒向修形量計(jì)算 X、Y 軸附加運(yùn)動(dòng)量( 如圖 8 所示) ,擬合所有樣條點(diǎn)形成最終的蝸桿砂輪磨削運(yùn)動(dòng)軌跡。
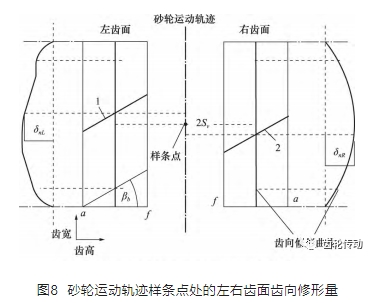
圖 8 中,線 1、2 分別表示蝸桿砂輪運(yùn)動(dòng)至齒寬中間位置時(shí)在左、右齒面形成的接觸跡,兩條接觸跡在齒寬方向的高度差為 2Sv,根據(jù)左右齒面分度圓上的齒向修形曲線分別計(jì)算出該樣條點(diǎn)處對(duì)應(yīng)的左、右齒面修形量 δnL、δnR。由前面分析可知,X 軸的附加移動(dòng)可在左右齒面上形成相同的修形量,Y 軸的附加移動(dòng)可在左右齒面上形成相反的修形量。因此,X 和 Y 軸的組合運(yùn)動(dòng)可同時(shí)實(shí)現(xiàn)左右齒面任意的齒向修形。在砂輪運(yùn)動(dòng)軌跡的每一個(gè)樣條點(diǎn)處根據(jù)實(shí)際的左右齒面修形量計(jì)算對(duì)應(yīng)的 X、Y 軸附加運(yùn)動(dòng)量,再將附加運(yùn)動(dòng)疊加至砂輪的標(biāo)準(zhǔn)運(yùn)動(dòng)軌跡上,完成對(duì)齒向修形齒輪連續(xù)展成磨削的運(yùn)動(dòng)軌跡規(guī)劃。

三、齒向任意修形齒輪的連續(xù)展成磨削實(shí)驗(yàn)
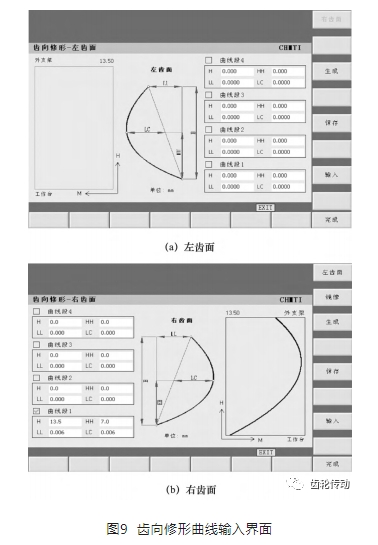
為驗(yàn)證齒向任意修形齒輪連續(xù)展成磨削運(yùn)動(dòng)軌跡規(guī)劃方法的正確性,在開發(fā)的蝸桿砂輪磨齒功能軟件上開發(fā)齒向任意修形功能模塊,包括齒向修形功能界面開發(fā)及磨削 NC 程序編寫。在生產(chǎn)流程模塊下增加齒向任意修形功能界面,用于輸入被加工齒輪的齒向修形曲線,圖 9 為齒向修形曲線輸入界面。
利用公式(8) 、(9) 、(12) 計(jì)算出蝸桿砂輪在每一個(gè)樣條點(diǎn)處的附加運(yùn)動(dòng)量 Δx、Δy,將砂輪的附加運(yùn)動(dòng)量疊加至標(biāo)準(zhǔn)磨削軌跡上,并生成磨削軌跡樣條程序 (如圖 10) ,砂輪通過走樣條插補(bǔ)的方式實(shí)現(xiàn)齒向修形齒輪的磨削。
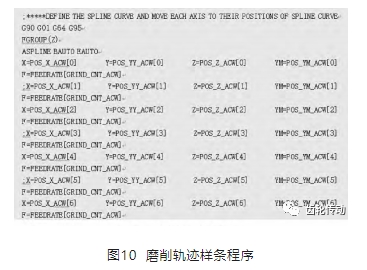
圖 10 所示的磨削軌跡樣條程序中,每一個(gè)樣條點(diǎn)分別對(duì)應(yīng)一行 X、Y、Z、YM 軸的坐標(biāo),其中 Z 軸的坐標(biāo)從磨削行程的起始點(diǎn)到磨削行程的終止點(diǎn),X 軸的坐標(biāo)為對(duì)應(yīng)樣條點(diǎn)處的附加運(yùn)動(dòng)量 Δx,Y 軸的坐標(biāo)為磨削時(shí)的砂輪竄刀量( 由磨削對(duì)角比決定) ,YM 軸為疊加在 Y 軸上的一根虛擬軸,YM 軸的坐標(biāo)為對(duì)應(yīng)樣條點(diǎn)處的附加運(yùn)動(dòng)量 Δy。
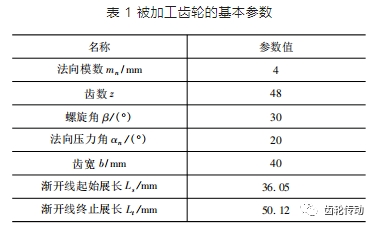
實(shí)驗(yàn)選取的被加工齒輪參數(shù)如表 1 所示,分別進(jìn)行左右齒面對(duì)稱齒向修形和非對(duì)稱齒向修形齒輪磨削實(shí)驗(yàn)。
根據(jù)設(shè)計(jì)的齒向修形曲線,在界面上完成對(duì)齒向修形曲線的定義,并完成對(duì)齒向修形齒輪的磨削加工。被加工齒輪的離線檢測報(bào)告如圖 11 所示。
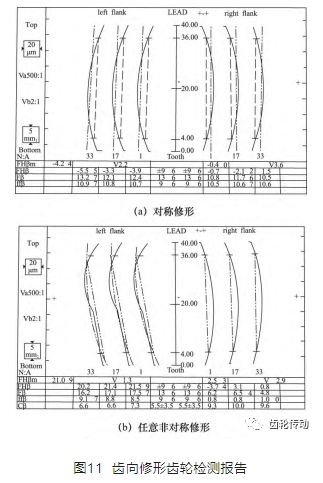
圖 11a 為齒向?qū)ΨQ修形齒輪的檢測報(bào)告,其齒向修形方式為鼓形修形,左右齒面的齒向修形曲線具有很好的一致性和對(duì)稱性。圖 11b 為齒向任意非對(duì)稱修形齒輪的檢測報(bào)告,左齒面的任意齒向修形曲線是由多段曲線組合而成,右齒面的齒向修形曲線為鼓形曲線。實(shí)驗(yàn)結(jié)果驗(yàn)證了文中提出的連續(xù)展成磨削運(yùn)動(dòng)軌跡規(guī)劃方法的正確性。
四、結(jié)語
針對(duì)齒向任意修形齒輪的精密加工需求,在建立齒向修形齒面模型的基礎(chǔ)上,根據(jù)齒向修形曲線對(duì)連續(xù)展成磨削運(yùn)動(dòng)軌跡進(jìn)行規(guī)劃,并通過實(shí)驗(yàn)驗(yàn)證軌跡規(guī)劃方法的有效性。
(1) 在建立的標(biāo)準(zhǔn)齒面模型基礎(chǔ)上,根據(jù)齒向修形齒面的形成原理,采用疊加齒輪端截面廓形的附加運(yùn)動(dòng)方式建立了修形齒面方程。
(2) 根據(jù)修形齒輪的齒向任意修形曲線對(duì)蝸桿砂輪的連續(xù)展成磨削運(yùn)動(dòng)軌跡進(jìn)行了規(guī)劃,建立了齒向修形量與 X 軸和 Y 軸的附加運(yùn)動(dòng)量之間的計(jì)算模型。
(3) 在蝸桿砂輪磨齒上開發(fā)了齒向任意修形功能模塊,并通過左右齒面齒向?qū)ΨQ修形和齒向任意非對(duì)稱修形齒輪的連續(xù)展成磨削實(shí)驗(yàn),驗(yàn)證了文中提出的連續(xù)展成磨削運(yùn)動(dòng)軌跡規(guī)劃方法的正確性。
參考文獻(xiàn)略.