螺旋傘齒輪以高傳動比、低噪聲及大傳遞扭矩等優點廣泛用于重型車輛的傳動系統中。“銑齒-熱處理-磨齒”是目前齒輪加工中普遍采用的生產流程。磨削作為齒輪生產制造環節中的最后一步,磨削表面完整性對齒輪的使用壽命具有極大的影響。殘余應力是表面完整性的重要指標之一,對齒輪的抗疲勞強度、尺寸精度穩定性及抗腐蝕能力等起著關鍵作用。
加工表面殘余應力的大小和狀態的影響因素眾多,覃孟揚等認為機械應力和熱應力對加工表面殘余應力具有重要影響,并通過施加預應力來獲得理想的殘余應力。潘勤學等利用超聲法對齒輪殘余應力進行無損檢測認為熱處理可以改善齒輪的殘余應力分布狀態。有限元法作為一種有效的數值解析方法,已較成功地應用于殘余應力的計算。目前力熱耦合法是對磨削殘余應力仿真的一種重要手段,明興祖等提出了螺旋傘齒輪磨削力與磨削熱的理論模型,張修銘等及張雪萍等分別利用 ANSYS 及 Deform 軟件對平面磨削殘余應力進行仿真。現有齒輪殘余應力方面研究多以考慮磨削后工件表面殘余應力為主,未考慮磨削加工前道工序對殘余應力的影響。為了實現齒輪加工表面完整性的準確預測和控制,針對螺旋傘齒輪進行磨削試驗,研究不同磨削參數對齒輪不同區域殘余應力的影響,結合磨削前后齒輪殘余應力計算出磨削過程殘余應力,并基于力熱耦合法對螺旋傘齒輪進行有限元仿真,分析磨削過程所產生殘余應力的變化規律。
一、磨削試驗
試驗材料
采用銑削后熱處理的螺旋傘齒輪進行試驗,其材料為 18Cr2Ni4WA,尺寸參數如表 1 所示。熱處理工藝流程為:①表面滲碳:滲碳溫度 900 ℃,420 min,滲碳層深約為 1.5 mm;②淬火:800 ℃,80 min 后油冷;③低溫回火:200 ℃,200 min 后空冷。
試驗設計
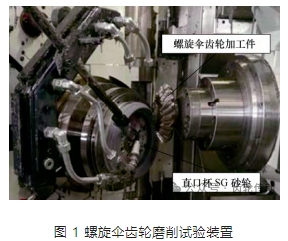
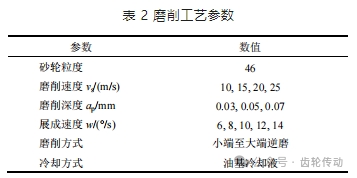
螺旋傘齒輪磨削試驗在 Gleason-600G 磨齒機上進行,采用單因素試驗法,探究磨削速度 vs,展成速度 w 及磨削深度 ap對殘余應力的影響規律。砂輪采用諾頓直口杯 SG 砂輪,試驗裝置如圖 1 所示。
螺旋傘齒輪磨削工藝參數如表 2 所示。加工過程中,每個齒槽分別對應一組參數。磨削加工完成后沿齒輪大端方向向內約 10 mm 深線切下齒樣,并將齒樣在超聲波清洗機中清洗干凈以備檢測。
殘余應力測量方法
X 射線法可簡便且可靠的對殘余應力進行測量。采用愛斯特 X-350A 型 X 射線應力測定儀對磨削后螺旋傘齒輪的殘余應力進行測量,測量裝置如圖 2 所示。并采用 XF-1 型電解拋光機對螺旋傘齒輪磨削表層進行去除,以研究磨削表層殘余應力的變化規律。電解拋光裝置如圖 3 所示,電解液選用飽和氯化鈉溶液,電解電壓為 15 V,電流為 2.5 A。
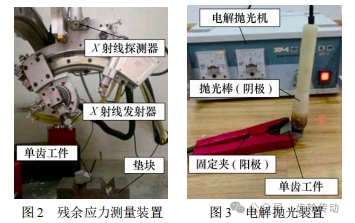
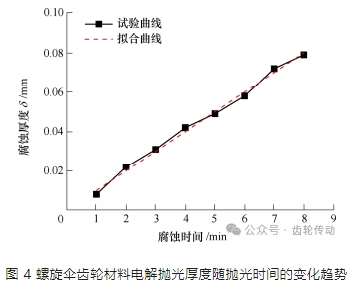
通過腐蝕時間的控制和千分尺的測量,可以獲得不同深度處的工件表面,進而測量出不同深度處殘余應力。選用與螺旋傘齒輪熱處理工藝相同的規則工件進行電解拋光,探究螺旋傘齒輪工件材料電解拋光厚度隨電解拋光時間的變化趨勢,如圖 4 所示。觀察圖 4 可得出,電解拋光時間與電解拋光厚度成正比關系,每腐蝕 0.01 mm(電解時間 1 min)就使用 X 射線應力分析儀測量一次殘余應力,以此測得螺旋傘齒輪工件表層殘余應力。
二、試驗結果分析
磨削速度對螺旋傘齒輪齒面殘余應力的影響
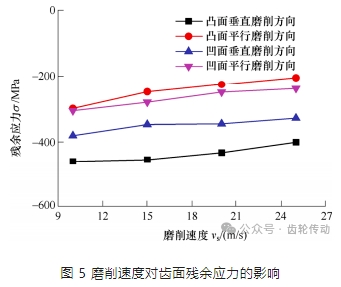
當 ap=0.03 mm、w=10 °/s,vs 分別為 10 m/s、15 m/s、20 m/s、25 m/s 時,測得齒面殘余應力如圖 5 所示。可以看到隨著磨削速度的增大,殘余壓應力逐漸減小,平行磨削方向殘余壓應力小于垂直磨削方向殘余壓應力,垂直磨削方向的凸面殘余壓應力大于凹面而平行磨削方向的凸面殘余壓應力則小于凹面。這是由于砂輪對螺旋傘齒輪進行磨削過程中,由于磨粒刃的三元切削效應,使得齒面產生塑性變形,齒面金屬沿平行磨削方向收縮,而在垂直磨削方向伸長,導致齒面沿平行磨削方向產生殘余拉應力而垂直磨削方向產生殘余壓應力。當磨削速度增大時,單位時間內參加磨削的總磨粒數增多,導致單顆磨粒的平均未變形切屑厚度減小,切屑橫斷面積隨之減小,因而磨削力減小,最終導致由擠光效應產生的殘余壓應力減小;同時,磨削速度增大時磨削溫度也隨之增加,由熱效應產生的殘余拉應力增加,兩者共同作用使得殘余壓應力的值呈下降趨勢。
展成速度對螺旋傘齒輪齒面殘余應力的影響
當 vs=20 m/s、ap=0.03 mm,w 分別為 6 °/s、8 °/s、10 °/s、12 °/s、14 °/s 時,測得齒面殘余應力如圖 6 所示。可以看到隨著展成速度增大,齒面殘余壓應力減小。這是由于展成速度的增加使得最大未變形切屑厚度增大,導致單位時間內去除材料體積增加,磨削力與磨削熱同時升高。隨著磨削溫度升高,熱效應產生的殘余拉應力增加,相比擠光效應產生的殘余壓應力,起到主導因素,最終導致齒面殘余壓應力減小。

磨削深度對螺旋傘齒輪表層殘余應力分布影響
殘余壓應力可以提高工件的疲勞強度,增加螺旋傘齒輪的使用壽命。而殘余壓應力不足將導致輪齒斷裂、齒面脫落等現象。從圖 5 和圖 6 中可以看到螺旋傘齒輪凸面平行磨削方向的殘余壓應力最小。因此針對螺旋傘齒輪凸面平行磨削方向的表層殘余應力進行測量及分析。磨削后齒輪表層殘余應力 σ 由磨削前原始齒輪殘余應力 σ0和磨削過程殘余應力 Δσ 兩個部分組成,即
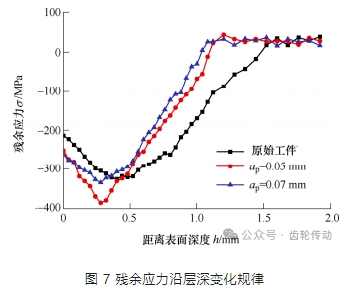
以w=10 °/s、vs=20 m/s,ap 分別為 0.05 mm、0.07 mm 對螺旋傘齒輪進行磨削。對原始及磨削后的螺旋傘齒輪進行電解拋光,通過 X 射線殘余應力測量儀測得殘余應力隨層深的變化規律如圖 7 所示。可以看到,原始齒輪滲碳層區域表現為殘余壓應力,在 0.4~0.5 mm 深處取得殘余壓應力最大值,沿層深繼續向內,殘余壓應力的值逐漸減小;到滲碳層至心部的過渡層區域時,殘余應力呈現由壓應力向拉應力的轉變。產生這一現象的原因有以下兩點。其一,當進行淬火工序時,比容小的奧氏體會轉變成比容大的馬氏體;由于淬火前進行了表面滲碳,表層碳含量大于心部,表層產生高碳馬氏體而心部產生低碳馬氏體;高碳馬氏體比容大于低碳馬氏體比容,比容增大伴隨著體積膨脹,因此表層體積膨脹大于心部;心部制約了表層的自由膨脹,造成表層產生壓應力而心部產生拉應力。其二,表層碳含量高于心部,造成表層奧氏體向馬氏體轉變的起始溫度(Ms)較心部低,導致淬火過程中心部先發生奧氏體向馬氏體轉變并引起體積膨脹,而表面還未冷卻到對應的 Ms 點,仍處于奧氏體狀態;奧氏體強度低且具有良好的塑性變形能力,對心部馬氏體的體積膨脹制約影響低;隨著淬火冷卻溫度不斷下降至表層高碳馬氏體的 Ms 點,表層奧氏體轉變為馬氏體,并發生體積膨脹,此時心部為強度高塑性變形能力低的馬氏體,嚴重制約表層的體積膨脹,使得表層產生殘余壓應力。磨削工藝對齒輪殘余應力造成的影響一方面來自于磨削過程所產生的力與熱使齒輪產生的殘余應力,另一方面源于磨削工藝中對齒輪滲碳層材料去除造成的原始殘余應力差異,最終磨削后表層殘余應力為兩者綜合作用的結果。
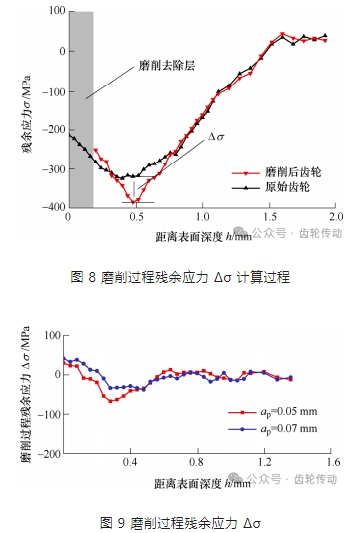
根據磨削試驗情況,磨削深度分別設置為 ap=0.05 mm 及 0.07 mm 時,實際磨削去除總深度分別為 0.2 mm 及 0.28 mm。考慮磨削過程去除的滲碳層深度,根據計算得到磨削過程殘余應力 Δσ,具體操作過程如圖 8 所示。當 w=10 °/s、vs=20 m/s,ap 分別為 0.05 mm、0.07 mm 時,表層 Δσ 如圖 9 所示。可以看到不同磨削深度磨削后,齒面 Δσ 皆為拉應力,隨著距離表面深度的加深拉應力逐漸轉為壓應力,最后壓應力逐漸減小并趨于零;隨著磨削深度的增加,齒面拉應力增加,亞表層壓應力下降。這是因為在磨削加工過程中,產生大量導致齒輪材料發生膨脹的磨削熱,磨削結束時,齒輪表層迅速冷卻而收縮,亞表層冷卻速度較齒面低因而制約了表層的自由收縮,從而在齒面形成拉應力。與磨削力造成的擠光效應所產生的壓應力相比,磨削熱引起的熱應力占主導作用,最終導致齒面應力狀態為拉應力,由于應力平衡亞表層則產生壓應力。隨著磨削深度的增加,齒面溫度升高,熱應力作用加強使磨削過程在齒面所產生的殘余拉應力增加。
三、基于力熱耦合殘余應力有限元仿真
螺旋傘齒輪磨削基本參數
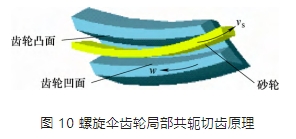
根據螺旋傘齒輪局部共軛的切齒原理,直口杯砂輪磨削齒輪凹面時其外側具有較小的曲率半徑,而磨削齒輪凸面時其內側具有較大的曲率半徑,如圖 10 所示,使得螺旋傘齒輪磨削時每一瞬間為點接觸,即每一瞬間砂輪與螺旋傘齒輪接觸區域形狀為橢圓。
瞬時接觸橢圓的長軸 l1、齒長方向的磨削接觸寬度 b、有效磨平面積 Ag分別為
式中,Δkmin 為螺旋傘齒輪和砂輪沿公切面切線方向的誘導法曲率極小值。
式中,G 為接觸區域與大輪根錐方向的夾角。
式中,A0 為砂輪修整后的初始磨平面積,它與修整后的表面形貌狀態、磨削液的影響等有關;k1 為磨損常數,lk 為磨齒接觸弧長。

式中,rs 為砂輪半徑;rw為磨齒處齒面的曲率半徑;β 為與砂輪的磨料和結合劑種類有關的系數,試驗用 SG 砂輪為微晶陶瓷氧化鋁砂輪 β 取 1。
螺旋傘齒輪磨削力與磨削熱數學模型
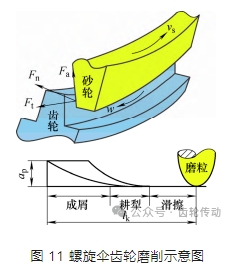
磨削力可分為法向磨削分力 Fn、切向磨削分力 Ft 和縱向磨削分力 Fa,其中 Fa較小可忽略不計,如圖 11 所示。
單位寬度法向磨削分力 F′n 及單位寬度切向磨削分力 F′t 均由單位寬度成屑分力、單位寬度耕犁分力和單位寬度劃擦分力三部分組成,即
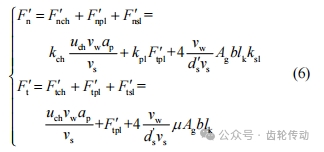
式中,F′nch 、F′tch 為單位寬度成屑法向分力與切向分力;F′npl 、F′tpl 為單位寬度耕犁法向分力與切向分力,鋼的 F′tpl 約為 1 N/mm;F′nsl 、F′tsl 為單位寬度劃擦法向分力與切向分力;kch 為成屑模型常數;uch 為比成屑能;kpl 為耕犁模型常數;μ 為劃擦因素;ksl 為劃擦模型系數;d′s 為砂輪等效直徑,d′s=(dw+ds)/ (dwds),其中 ds 為砂輪直徑,dw 為磨削處齒面曲率直徑。
螺旋傘齒輪磨削時,砂輪沿著齒面移動,相當于磨削產生的熱源以同樣的速度在齒面移動。依據 JAEGER 熱源理論,將磨削熱看作熱源在半無限體表面移動,磨削熱流量為

式中,Rw為熱量分配比,油基磨削液時 Rw=0.75。
螺旋傘齒輪磨削殘余應力有限元建模及仿真
螺旋傘齒輪仿真模型與試驗齒輪參數相同。材料為 18Cr2Ni4WA,硬度為 800 HV。以 vs=20 m/s、w=10 °/s 為工藝參數,進行切出式逆磨。由式(5)計算出接觸弧長 lk,載荷步時間為 lk/w,由式(6)計算單位寬度法向磨削分力 F′n 與單位寬度切向磨削分力 F′t,由式(7)計算出熱流密度 q。
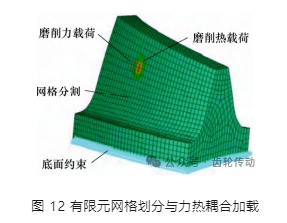
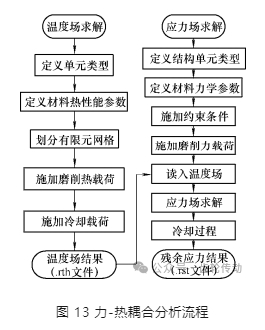
由于磨削過程的磨削深度與工件厚度相比很小,且磨屑帶走的熱量很小,故計算時不考慮磨削層的影響。殘余應力有限元仿真分為磨削階段與冷卻階段。磨削階段首先根據磨削溫度場的邊界條件,通過施加熱流密度與對流載荷以模擬磨削過程與冷卻液加載,得出瞬態加熱溫度場分布;接著將熱單元轉換為結構單元,加載磨削熱載荷與磨削力載荷,并定義位移的邊界約束條件,如圖 12 所示,得出磨削階段的應力場分布。
冷卻階段,首先以磨削瞬態加熱的最終溫度為初始溫度,不施加熱載荷,通過熱對流直至室溫;接著將熱單元轉化為結構單元,卸去所有載荷,導入磨削階段熱力耦合結果作為初始應力,求解得出工件的殘余應力,過程如圖 13 所示。考慮到瞬態熱分析和后續的應力分析的需要,溫度場求解時采用三維二十節點實體單元 SOLID90 以及表面熱效應單元 SURF152 對模型進行網格劃分,并定義材料的熱性能參數,18Cr2Ni4WA 的密度 ρ=7 910 kg/m3 ,導熱率 kw=44 W/(m·℃),比熱 cw=460 J/(kg·℃)。進行應力場求解時,將熱單元及表面熱效應單元轉換為相應的結構單元 SOLID186 與表面效應單元 SURF154,并定義材料的力學參數,彈性模量 E=202 GPa,泊松比 u=0.27,熱擴展系數 α=1.24×10-5 m2/s。
有限元仿真結果分析
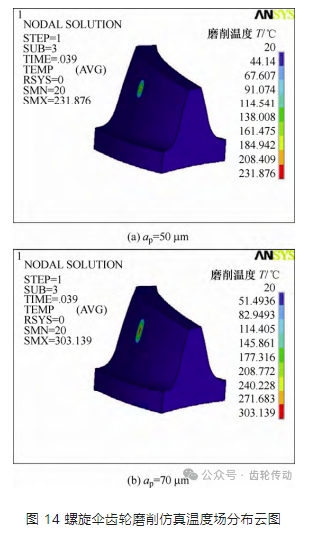
以不同的磨削深度 ap=50 μm 及 ap=70 μm 進行磨削仿真,磨削階段結束后,設定 20 s 的冷卻時間,憑借工件自身的熱傳導作用,這時工件表面的溫度已接近常溫。磨削階段螺旋傘齒輪距大端較近磨削處,磨削瞬態的最后載荷步溫度場分布云圖如圖 14 所示。可以看到隨著磨削深度的增加,磨削溫度逐漸升高。這是由于磨削深度增大時,單顆磨粒的切削厚度增大,同時參與切削的磨粒數也增多,磨削過程所產生的熱量增多,導致磨削表面的峰值溫度增加。
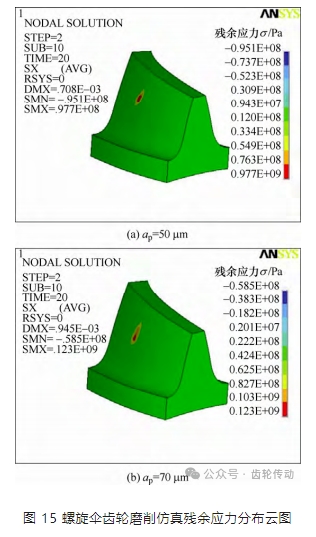
可以認為 20 s 時的應力狀態即為工件的殘余應力,基于力熱耦合的應力場仿真結束之后,通過查看應力云圖可以觀察整個工件表面的殘余應力分布,如圖 15 所示。
選取齒面磨削弧中心(節點 1 355)到距離其 4.2 mm 深度處的節點(節點 7 400)的路徑,在此路徑上研究殘余應力隨層深分布的仿真結果,如圖 16 所示。
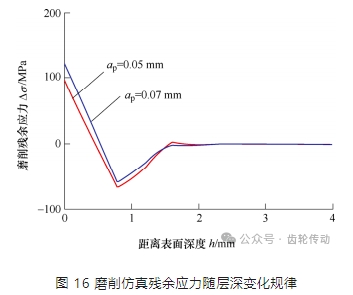
可以看到,磨削使工件表面產生殘余拉應力,隨著距離表面深度的增加轉變為殘余壓應力,最終壓應力數值逐漸減小并趨于零。通過兩條殘余應力仿真曲線的對比可以看出,當磨削深度增大時,磨削在工件表面產生的殘余拉應力增大,亞表層產生的殘余壓應力減小。力熱耦合有限元仿真結果比試驗測量結果要大,這與有限元仿真假設與實際有一定偏差及測量過程中電解腐蝕后殘余應力有所變化有關,但 ANSYS 仿真結果在一定程度上解釋了試驗結果的變化規律。從而說明通過 ANSYS 力熱耦合有限元法可以對磨齒過程殘余應力進行預測和分析。
四、結論
(1) 通過螺旋傘齒輪磨削試驗,分析磨削參數對齒面殘余應力分布的影響。螺旋傘齒輪凸面平行磨削方向殘余壓應力最小,且齒面殘余壓應力隨磨削速度的增大而減小,隨展成速度的增大而增加。
(2) 綜合考慮齒輪磨削前后殘余應力狀態,通過測量獲得的試驗結果表明磨削過程使齒面產生殘余拉應力,亞表層產生殘余壓應力;隨著磨削深度增大,磨削在齒面產生的殘余拉應力增大,亞表層產生的殘余壓應力減小。
(3) 通過力熱耦合有限元仿真,分析不同磨削深度對齒輪殘余應力的影響。仿真結果與試驗測得結果一致。說明力熱耦合有限元仿真是研究分析磨削殘余應力的有效手段,對預測磨削殘余應力及指導磨削工藝具有重要意義。
參考文獻略.