一、人字齒輪軸零件概述
人字齒輪在重型機械中具有承載能力高、傳動平穩和軸向載荷小等優點,在重型機械的傳動系統中有廣泛的應用。人字齒輪軸的制造流程相對普通齒輪的更為復雜、難度更高,并且對于大模數窄退刀槽的人字齒輪軸零件,無法使用齒輪加工專用設備,因此,加工工藝設計為工件的外形輪廓由數控車床車削完成,齒形的加工采用通用銑床完成。
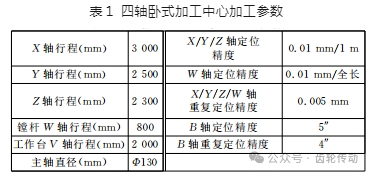
本次齒形加工選用四軸臥式加工中心,其加工參數如表1所示。CAM 軟件選擇 NXUG。工件的加工有多種加工策略選擇,但常規的變換軸加工方式操作較為復雜,并且存在刀路效果不夠直觀、容易產生過切和漏切等缺點,因此,新版的 NX中提供的高級策略在人字齒輪軸的數控編程中體現出了便捷、高效的特點。
人字齒輪軸零件如圖1所示,材料為20CrNi2Mo,零件整體尺寸較大,總長度為2577mm,重量為7t,齒輪模數為35mm,上、下側各23個齒,共46個齒,并且在臨近齒形根部時,齒形間距離會縮減至12mm 左右,類似于窄深槽的加工也造成了較大的加工難度。并且人字齒輪軸齒形為漸開線,齒形加工面為曲面,其加工方式只能采用軟件自動編程。

二、數控加工編程
工藝分析與刀具選擇
整個工件共有46個齒,并且單個齒槽加工量較大,因此整體加工策略采用單個齒加工,然后其余加工位置對單個齒加工刀路進行變換即可完成。由于單個齒槽的加工深度較大,齒根底部的銑削應使用直徑較小的刀具,但整體的粗加工全部使用小直徑刀具加工的話效率會非常低,因此在粗加工過程中采用大直徑刀具開粗,并使其加工深度盡量到達極限,在到達一定深度以后減小刀具直徑,然后進行下一步切削,在達到極限切削深度后再次更換較小直徑刀具,以此類推,齒槽的粗加工共選用四把刀具自上而下進行銑削,四把刀具分別為Φ40圓鼻銑刀、Φ30立銑刀、Φ16立銑刀和 R10球頭刀。
粗加工完成后由于選用刀具較多,切削步距與背吃刀量的值都不一樣,因此一次粗加工完成后壁邊余量不均勻,影響精加工質量,所以需要用球頭刀進行半精加工。半精加工仍選用R10球頭刀進行銑削。
半精加工完成后更換整體式球頭銑刀進行精加工切削,為保證切削質量,需要使得精加工刀路都為順銑。精加工刀具選用整體式 R10球刀,相較于可轉位式球頭銑刀整體式球刀的加工精度會更高一點,并且在可選范圍內選取較新的刀具。
數控程序編制
模型處理:
編程加工需要擺正設計模型和繪制毛坯模型,首先進入建模模塊,然后通過軟件中的移動對象命令將坐標系設置為工件上端面的圓心點,此操作可以使得工件坐標系與加工坐標系重合,簡化仿真模擬中的模型操作。對于回轉體零件,毛坯的繪制通常需要先在草圖模塊繪制輪廓,然后通過旋轉命令進行毛坯實體的生成。本文提供一種新的毛坯繪制方式,可以利用車削策略里面的輪廓提取功能自動生成零件的最大外形輪廓,然后通過旋轉此輪廓即可生成毛坯模型。
坐標系設定與幾何體設置:
模型在建模模塊中已經完全擺正,并且將工件的旋轉軸與Y 軸重合,符合實際加工要求,加工坐標系與工件坐標系設置為一致,安全平面選擇包容圓柱體,安全距離設置為50mm。
加工工裝采用了一種新的裝夾方式,在加工特征區域沒有任何干涉,因此本次加工刀路的編制只需要指定部件與毛坯。由于加工策略確定為單個齒加工,因此部件選擇為單個齒槽的面;毛坯指定為之前繪制的毛坯幾何體。
策略選擇與刀路編制:
刀路軌跡的簡潔、整齊會使得機床在運行過程中更加平順,工件表面的加工效果也會更好。此處選擇新版 UG 中的策略———旋轉部件的粗加工,在類型中選擇 mill_rotary,子工序中選擇旋轉部件的粗加工,此工序是為具有旋轉性質的部件量身定制的,它將使用球頭銑刀、圓鼻銑刀或平底刀按圓柱層進行切削,并且自動擺正刀軸使其與切削層垂直。由于整個粗加工過程需要用到四把刀具,每把刀具的切削深度不同,因此需要通過幾何體選項卡中的限制加工范圍來管理每把刀具的切削層,分別設置軸向范圍和徑向范圍。切削層設置完成后設置步距與切深,然后由軟件自動生成加工刀路,但刀路生成后會產生一些多余刀路,影響整體加工效果,此時應對加工參數中的步距與切深進行微調,直至產生的刀路整齊且平順。單個齒槽刀路生成后,通過刀路的鏡像和繞直線旋轉的變化,可得到全部 46個齒槽的粗加工刀路。整體開粗刀路如圖2所示。

粗加工完成后利用R10球刀進行二粗加工,由于基于IPW(In-Process Workpiece,工序模型)的各類粗加工策略無法實現刀軌的平順,為保證整個加工面的余量均勻,因此二粗加工策略選擇可變引導曲線中的變形往復加工,這樣生成的刀軌既能保證加工面余量均勻,又滿足了刀軌平順的要求。
最終的精加工刀路在保證刀軌均勻、平順的基礎上還需要保證每刀切削都是順銑狀態,而單一面的順銑必須經過提刀,然后進行單向銑削,這樣加工效率較低。此處針對兩個相鄰齒輪進行過渡圓弧面連接,使其形成一個封閉輪廓,再使用切削策略中的可變輪廓銑命令,切削區域與驅動曲面都選擇兩齒面與過渡圓弧面,切削模式選擇螺旋,數量設置為50刀,精加工刀路如圖3所示。此處需要注意,精加工刀路在鏡像變換過程中應當勾選保持切削方向,否則鏡像完成后的刀路切削方向與原刀路相反,即變為逆銑刀路,影響加工質量。

仿真測試與后處理
刀路編制完成后進入刀軌確認,選擇3D 動態的播放模式,勾選IPW 碰撞檢查,然后開始模擬加工,模擬加工完成后點擊分析選項,查看切削狀態。
仿真切削通過后,利用后處理程序將刀軌處理為 NC程序,準備導入機床進行加工。
程序導入與加工
加工設備選擇四軸臥式加工中心,工件找正裝夾完畢后,在機床坐標偏置中輸入相應參數使其與 NX 軟件中的加工坐標系原點重合,然后利用 U 盤將程序導入機床中。啟動程序,調整轉速與進給的倍率,開始切削加工作業。加工過程根據現場實際切削情況調整進給率和主軸轉速,以此來達到最好的表面加工效果和較高的加工效率。
在初始的齒槽加工完成后,以調節完成的加工參數為基準進行刀路的旋轉復制,隨后輸出其余齒形的加工程序,同樣以 U 盤的形式傳輸至機床中進行加工,加工完成的工件如圖4所示。

三、結束語
多軸加工的應用,使得許多采用常規齒輪加工設備無法加工的齒輪零件能夠被高效高質地加工出來。而新版本 CAM 軟件的多軸高級加工策略也使得零件加工的編程更加便捷,本文提供的幾種加工策略是基于多種策略在加工效率、表面質量等綜合因素的對比下選擇的最佳刀軌,在實際加工中也得到了效果不錯的驗證,后續相似零件的加工也可借鑒本文中提到的加工策略與方法。
參考文獻略.