面齒輪是應用于包裝機械、交通及航空等領域中傳動機構的新型零件,具有承載能力強、傳動噪聲低、互換性好和輕量化等優點。面齒輪齒面形狀復雜,其精加工一般采用磨削,但砂輪磨削面齒輪時會產生大量的熱量,冷卻后有殘余應力,導致齒面變形,從而降低疲勞強度和抗應力腐蝕性能,嚴重時會產生裂紋,影響加工質量和使用傳動性能。因此,國內外學者對面齒輪磨削方法進行了研究。Gleason 公司提出利用 CONIFLEX 砂輪磨削面齒輪,即利用碟形砂輪模擬插刀的一個齒,對面齒輪做點接觸展成運動,此方法屬于單分度展成磨齒方法。王延忠等研究了用漸開線蝶形砂輪對面齒輪進行數控磨削加工的方法,并設計了磨削面齒輪機床。彭先龍等根據蝶形砂輪磨削面齒輪的基本原理,設計了面齒輪磨削加工工藝,仿真模擬了整個砂輪磨削加工過程。
研究殘余應力一般有 3 種方法:有限元分析法、解析法和實驗法,其中有限元分析法是一種較有效的方法。A. Brosse 等通過對特定材料 GCr15 的磨削來分析熱對殘余應力的影響,并構建了力熱耦合模型。吳吉平等基于熱彈塑性理論,對螺旋錐齒輪磨削進行了力熱耦合有限元仿真和實驗研究,得到磨齒殘余應力的變化規律。Ren X. Z. 等基于矩形和三角形移動熱源理論,建立了成形磨齒熱量分配比模型,推導出計算磨削區域最高溫度公式。K. D. Bouzakis 等針對直齒和斜齒圓柱齒輪干切滾齒過程中切屑的形成與流動,建立了力熱耦合有限元模型。王延忠等對齒輪材料 18Cr2Ni4WA 進行磨削加工實驗,并通過 ABAQUS 有限元分析軟件進行仿真,得到了材料18Cr2Ni4WA的磨削燒傷臨界溫度。H. Hamdi 等建立了鋼 AISI 52100 進行磨削時的力熱耦合 2D 模型,得出傳統磨削下表面殘余應力的變化規律。Miao H. 等得出鋼 NAK80 磨削后噴丸工藝的表面殘余應力分析模型,并采用 X 射線衍射法進行實驗研究。
以上研究主要以簡單零件車削、銑削和螺旋錐齒輪磨削等殘余應力研究為主。面齒輪具有理論上定傳動比和形狀不同的齒寬方向等相異特征。目前,關于面齒輪磨削力熱耦合作用的表層殘余應力研究 成果的報道較少,故本課題組對此進行研究。
一、面齒輪磨削殘余應力的產生機理及分析方法
面齒輪磨削過程中受磨粒與齒面之間力熱作用的影響,磨削加工表層會產生較大的熱彈塑性變形。面齒輪磨削殘余應力產生的原因有兩方面:一是磨削時磨粒切削刃的負前角較大,外載荷作用下磨削表層會有不均勻塑性變形現象,從而產生殘余應力;二是磨削熱會使磨削表層產生熱膨脹,從而使工件表層冷卻后產生殘余拉應力。此外,磨削熱還會使磨削表層材料金相組織產生變化,但正常加工時磨削溫度不高,相變對齒面殘余應力的影響不大。
磨削時齒面表層產生的殘余應力,可作為移動集中力熱對齒面作用下的熱彈塑性力學問題。根據 Prandtl-Reuss 方法,磨削過程中熱彈塑性狀態下工件的全應變增量有彈性應變增量、塑性應變增量和溫度應變增量,磨削表層熱彈塑性力學本構關系可表示如下:
式(1)~(2)中:dσ 為應力張量;dε 為應變張量;dεt 為溫度應變張量矩陣;dσt 為溫度應力張量矩陣;D 為材料彈性矩陣;Dep 為材料塑性矩陣。
由于熱彈塑性的應力應變關系為非線性,故通過增量載荷法將式(1)、(2)線性化,即:
式(3)~(4)中:Δσ、Δε 分別為應力增量和應變增量;Δσt 、Δεt 分別為溫度應力增量和溫度應變增量。
Δσt 、Δεt 可分別作為一般的初應力與初應變轉換為等效節點載荷,即:
式(5)~(6)中:ΔRe、ΔRep 分別為初應力與初應變的等效節點載荷;B 為幾何矩陣;s 為節點區域。
齒面還受到外部節點力載荷 ΔRd、分布載荷 ΔRp 和體力載荷 ΔRf 的作用,則節點總等效載荷 ΔR 為
由此得出總的熱彈塑性平衡式方程的矩陣表達式為
式中:k 為總剛度矩陣;Δu 為節點位移增量。
由式(8)求出節點位移增量 Δu,再由位移增量和應變增量之間的關系求得應變增量;最后由式(3)或式(4),求出應力增量 Δσ。
二、影響面齒輪磨削殘余應力的基本參量數學模型
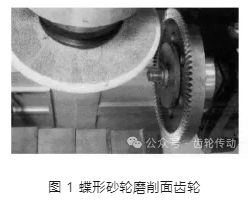
碟形砂輪磨削面齒輪為單分度展成磨齒方法,碟形砂輪與齒面的接觸方式為點接觸磨削。磨削設備為五軸聯動數控磨床 QMK50A,其數控系統為 Siemens840,正交面齒輪材料為 18Cr2Ni4WA,采用 Al2O3 碟形砂輪,磨削外觀如圖 1 所示。影響磨削殘余應力的基本參量主要有磨削接觸橢圓方程參數、磨削力和磨削熱流量等。
磨削接觸橢圓方程參數
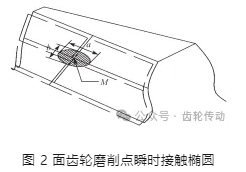
根據 Gleason 接觸原理,碟形砂輪磨削工件時磨削點的瞬時接觸形狀為橢圓,如圖 2 所示。橢圓中心是磨削點的位置,橢圓長軸 a、短軸 b 分別為面齒輪磨削接觸弧長和磨削接觸寬度。為計算 a、b,需先確定接觸齒面的主曲率、主方向。
1)齒面磨削接觸主曲率與主方向
齒面上任意一點 P 的法曲率不同。取點 P 的兩個極值作為該點的主曲率,其對應的方向為主方向。齒面 Σ 上 P 點法曲率 ρn 為
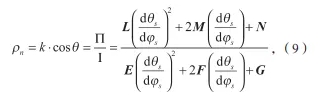
式中:k 為齒面 Σ 上曲線 r=[θs, φs] 的 P 點曲率;θ 為齒面 Σ 上 P 點單位法矢 n 與曲線 r 上 P 點單位法矢之間的夾角;(θs, φs) 為齒面 Σ 上 P 點坐標;Ι 為齒面Σ 的第一基本二次型;Π 為齒面 Σ 的第二基本二次型;E、F、G 為齒面 Σ 的第一基本二次型變量;L、M、N 為齒面 Σ 的第二基本二次型變量,且
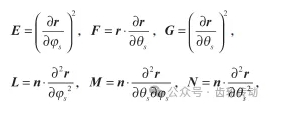
其中,  表示曲線 r 關于參變量 φs 的切矢量,表示曲線 r 關于參變量 θs 的切矢量。 令
表示曲線 r 關于參變量 φs 的切矢量,表示曲線 r 關于參變量 θs 的切矢量。 令 ![]() 則式(9)可轉化為
則式(9)可轉化為
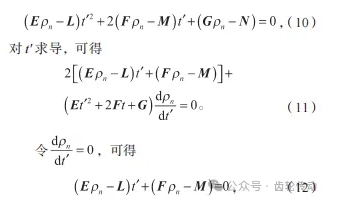
則由式(10)和式(12)可得
由式(12)~(13)消去 t',可得主曲率矩陣方程為
由式(12)~(13)消去 ρn,可得主方向矩陣方程為
2)瞬時接觸橢圓長、短軸
面齒輪磨削瞬時接觸橢圓受到磨削深度、磨削時的彈性形變的影響。磨削齒面接觸橢圓的相關參數如圖 3 所示,Σ、η 為公切面上的兩坐標軸,ρ1、ρ2 為主方向矢量,σ 為 ρ1 與坐標軸 η 的夾角,αs 為 ρ1 和 ρ2 之間的夾角。
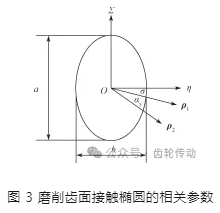
瞬時接觸橢圓長軸 a、短軸 b 的計算公式為

式中:ap 為磨削深度;δ 為彈性變形量;
面齒輪磨削力和磨削熱流量的數學模型
1)磨削力
面齒輪磨削主要包括滑擦、耕梨、切削 3 個過程,磨削力存在 3 個分力,即沿砂輪的磨削縱向分力 Fa、磨削法向分力Fn和磨削切向分力Ft ,其中Fa較小,可忽略不計。磨粒負前角大,因而 Fn 大于 Ft ,磨削法向分力 Fn 主要受加工質量和接觸變形影響,一般 Fn/Ft =1.9~2.6;磨削切向分力 Ft 會對磨削的磨損和動力消耗產生影響,可由經驗公式得出
式中:Fp 為單位磨削力;ap 為磨削深度;vs 為砂輪切向速度;vw 為展成速度;b 為磨削接觸短軸;A'、B'、C'、δ' 為經驗公式指數。
2)熱量分配系數
面齒輪磨削過程中磨削時間短、磨削速度高,可將磨削過程中工件與砂輪接觸的每一對應點的溫度視為連續。干磨下傳入工件的熱量分配系數 Rw 計算公式為
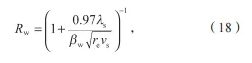
式中:λs 為磨粒導熱系數;βw 為材料的熱特性;re 為磨粒接觸有效半徑。
磨削液對磨粒使用狀況(破損率、有效磨粒數)、磨削接觸弧長和接觸寬度等影響較大,因而對 Rw 的影響也較大,施加磨削液后可減少傳入工件的熱量。有磨削液時一般取 Rw=0.6~0.8。
3)磨削熱流量
面齒輪磨削接觸弧長較小,可將磨削熱問題看作一個帶狀熱源在半無限體表面上移動。根據 JAEGER 熱源理論,磨削熱載荷用呈矩形分布的移動線熱源,其磨削熱流量 q 為
式中,逆磨時取“+”號,順磨時取“-”號。
三、面齒輪磨削力熱耦合有限元仿真
磨削溫度場有限元仿真
對面齒輪磨削殘余應力影響較大的磨削溫度場,是磨削時各種熱源產生的磨削溫度在空域和時域分布的一個集合,可看作一個由非穩態溫度場到穩態溫度場的漸變過程。受多因素相互作用影響,采用有限元分析法分析磨削溫度場是一種有效途徑。
正交面齒輪主要參數如表 1 所示。采用逆式干磨對正交面齒輪進行磨削,磨削溫度場工藝參數如表 2 所示,其中磨削切向分力 Ft 由經驗公式(17)算出。根據碟形砂輪磨削加工原理,面齒輪各個齒的對應磨削點的溫度分布情況基本相同。因此,分析面齒輪磨削溫度場時,先建立單齒 3D 實體模型,選用 SOLID95 單元類型進行網格劃分,得到單齒 3D 有限元模型,如圖 4 所示。

仿真中加載溫度載荷是在邊界上,施加磨削熱流量 q 載荷是在邊界貼一層表面效應單元。采用小步距移動法模擬磨削載荷移動,即將工件和砂輪的接觸弧長分成若干個載荷步,每個載荷步再分成 n 個子載荷步。在第 n 個子載荷步區域的所有單元施加磨削熱流量 q 載荷、磨削力 Ft 載荷,然后以展成速度 vw 沿齒面切向運動。
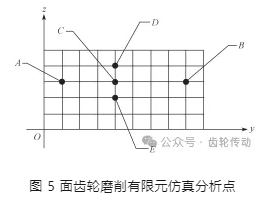
由于面齒輪齒面形狀為空間曲面,同時磨削參數(如磨削接觸弧長、磨削接觸寬度、磨削力和磨削熱流量等)在每個點各異,仿真分析時可根據旋轉投影面對齒面網格沿齒長方向九等分、齒高方向五等分,對齒面的 45 個點進行仿真,如圖 5 所示。本研究選取具有代表性的 5 個點(A、B、C、D、E)的磨削溫度場進行分析。
用 ANSYS 軟件進行溫度場仿真時,需設置材料屬性,設定瞬態溫度分析的初始條件、熱約束條件和熱載荷,確定載荷步。由式(16)得到磨削接觸弧長 a'=0.668 2 mm,磨削熱流量加載時間 t=a' /vw=0.003 4 s,在磨削接觸弧長上分 5 個載荷步,每個載荷步時間為 0.000 68 s。由式(18)得干磨時熱量分配系數 Rw=0.886。由式(19)得磨削熱流量 q=2.214 6×107 W/m2 。C 點的磨削溫度場分布云圖如圖 6 所示。由圖可知,磨削齒面 C 點的瞬態最高溫度為 297.926 ℃, 處于磨削點接觸弧中心區域。

磨削殘余應力有限元分析
為使磨削殘余應力的有限元仿真高效和精確,采用力熱耦合間接分析法,即先分析溫度場,再將溫度場結果作為條件載荷來施加,通過力熱耦合分析應力場。該仿真包括兩個過程:1)施加熱對流、熱流密度,從而形成磨削瞬態溫度場,再通過熱 / 結構轉換,導入磨削瞬態溫度場的結果,施加磨削力,得到在磨應力分布;2)冷卻磨削瞬態溫度,通過熱 / 結構耦合,卸去所有載荷,導入的在磨應力作為初始應力。
當磨削面齒輪的材料和加工條件(設備、砂輪、磨削方式等)一定時,對面齒輪表層殘余應力影響較大的為磨削用量和冷卻條件,故本研究中冷卻采用水基磨削液。
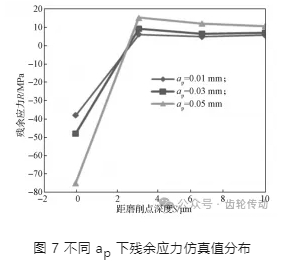
1)磨削深度
當 vw=1 m/min,vs=20.6 m/s 時,磨削深度 ap 分別取 0.01, 0.03, 0.05 mm,選取齒面上磨削點 A 處節點 5885 以及點 A 處附近沿齒厚方向的 13 264, 12 548, 6625 節點,經有限元仿真得到磨削殘余應力分布如圖 7 所示。由圖可知,齒面上為殘余壓應力,齒里層為殘余拉應力;ap 取值越大,齒面殘余應力增大顯著。這是由于 ap 值較大時,磨削力和磨削熱流量較大,使得力在工件接觸處作用的時間增加,導致磨削溫度增高,殘余應力增加顯著。
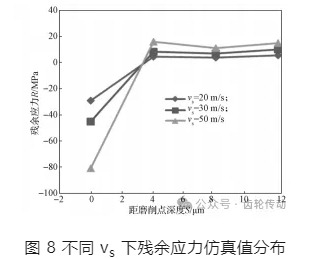
2)砂輪速度
當 vw=1 m/min,ap=0.02 mm 時,砂輪速度 vs 分別取 20, 30, 50 m/s,選取點 A 及其附近的同樣 4 個節點,經仿真得到殘余應力分布如圖 8 所示。由圖可知,隨 vs 的增大,齒面磨削殘余應力增大明顯。這是由于 vs 增大時,磨削熱流量增大,磨削溫度較高,引起熱應力增大,從而導致殘余應力增加明顯。
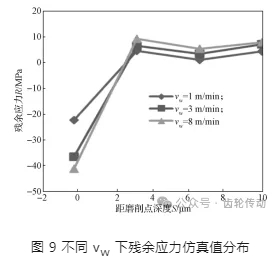
3)展成速度
當 ap=0.02 mm,vs=20 m/s 時,展成速度 vw 分別取 1, 3, 8 m/min,選取點 A 及其附近的同樣 4 個節點,仿真得到的磨削殘余應力分布如圖 9 所示。由圖可知,隨著 vw 的增大,齒面殘余應力增幅減小。這說明在 vw 增大時,磨削力增大,但磨削熱量分配系數 Rw 減小,導致磨削熱流量增加不多,載荷作用時間減小,進而使磨削溫度降低,導致齒面殘余應力增幅減小。
另外,通過力熱耦合有限元分析,采用水基磨削液等濕磨時比干磨的磨削殘余應力明顯減小。這是因為濕磨時,滑動摩擦系數減小,導致切向磨削分力 Ft 稍有減小,熱量分配系數 Rw 和磨削熱流量 q 顯著減少,磨削溫度下降,由力熱耦合引起的應力降低,從而使磨削表層殘余應力減小。
四、實驗部分
實驗方法與條件
磨削表層殘余應力測量實驗采用X射線衍射法。其基本原理是先測量衍射線位移,即殘余應變,然后根據胡克定律將應變轉換成殘余應力。
實驗條件采用與磨削殘余應力有限元仿真時相同的磨削條件及齒坯參數,實驗儀器采用日本理學轉靶 X 射線衍射儀 D/max 2550(18 kW),如圖 10 所示。實驗前,將磨出的面齒輪用線切割切出一個齒樣,用酒精擦拭齒面,干凈后,將齒樣固定在衍射儀工作臺上。實驗時,使用 Cu 靶輻射源,X 射線波長 λ 為 0.154 06 mm,管流為 300 mA,管壓為 40 kV,傾斜角 ψ 依次取值 0°, 10°, 20°, 30°,掃描角度為 131º~142º。
實驗結果與分析
實驗中,面齒輪磨削用量如下:ap=0.02 mm,vs=30.5 m/s,vw=1 m/min。齒面上點 A 及其附近的 4 個節點的殘余應力實測值與仿真值的對比分析如表 3 和圖 11 所示。
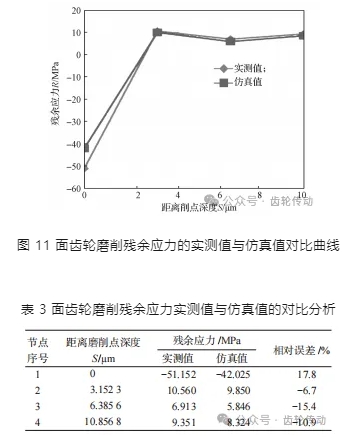
由表 3 和圖 11 可以看出,當距離磨削點深度為 0 µm 時即齒面位置,實測值與仿真值的相對誤差最大,為 17.8%,造成這種情況的原因主要有兩方面:一是仿真分析時有一定的條件假設和簡化處理,從而使仿真值與實測值有差別;二是測量本身的誤差,主要是 X 射線衍射法的傾斜角選擇和透射深度有限等會造成一定誤差。但從數據分析看,較小的相對誤差在控制范圍內,說明利用力熱耦合進行有限元仿真分析的研究有效。
五、結論
1)研究了產生面齒輪殘余應力的影響因素和機理,根據碟形砂輪磨削面齒輪的加工方法和 Gleason 接觸原理,分析了接觸橢圓的長短軸,利用經驗公式計算了磨削力,采用矩形分布的移動線熱源求解磨削熱流量。
2)根據面齒輪磨削單齒 3D 有限元模型,采用小步距移動法模擬磨削載荷的移動,磨削溫度場有限元仿真結果表明磨削瞬態最高溫度位于磨削接觸弧中心區域。采用力熱耦合間接法仿真分析磨削表 層殘余應力,仿真結果表明磨削齒面為殘余壓應力,齒面里層為殘余拉應力。磨削用量、冷卻條件對殘余應力的影響是有規律的。對磨削殘余應力的影響較大的是 ap、vs,當增大 ap、vs 時,齒面殘余應力顯著增加;但增大vw時,齒面殘余應力增幅會減小;與干磨相比,濕磨的磨削殘余應力降低明顯。
3)采用 X 射線衍射法測量磨削表層殘余應力,并對實測值與仿真值進行對比分析。相對誤差最大值為 17.8%,說明采用力熱耦合的有限元分析有較好的精度。本研究為提高面齒輪磨削質量提供了行之有效的方法。
參考文獻略.