近年來,隨著全球經(jīng)濟(jì)快速發(fā)展與基礎(chǔ)設(shè)施建設(shè)投入增加,城市化水平不斷提高,隧道及地下空間開發(fā)快速發(fā)展,盾構(gòu)機(jī)設(shè)備在國內(nèi)外得到廣泛應(yīng)用,產(chǎn)品需求與日劇增。隨著盾構(gòu)機(jī)設(shè)備生產(chǎn)交付周期縮短,產(chǎn)品質(zhì)量要求提高,對產(chǎn)品工藝方案的高效性、安全性提出了更高的要求。
《中國制造 2025》指出,在重點(diǎn)領(lǐng)域推進(jìn)一批智能工廠和數(shù)字化工廠建設(shè),重點(diǎn)推進(jìn)生產(chǎn)過程的數(shù)字化、網(wǎng)絡(luò)化和智能化,推進(jìn)我國制造業(yè)加速向智能制造轉(zhuǎn)變。裝配自動化和信息化是實現(xiàn)智能制造規(guī)劃不可或缺的部分,也是提升產(chǎn)品質(zhì)量和競爭力的重要手段。主驅(qū)動作為盾構(gòu)機(jī)最核心部件,因其裝配工藝流程復(fù)雜、質(zhì)量管控點(diǎn)多和裝配技術(shù)要求高等特點(diǎn)一直以來都是盾構(gòu)機(jī)制造過程中的難點(diǎn),其裝配自動化、信息化建設(shè)需求尤為突出。
現(xiàn)階段國內(nèi)外盾構(gòu)機(jī)的主驅(qū)動裝配工序基本采用集中固定工位式裝配模式,裝配現(xiàn)場多依賴于純?nèi)斯ぷ鳂I(yè),裝配輔助及自動化裝置、信息化管控措施不完善。這種傳統(tǒng)裝配方式主要存在以下問題: 1)裝配效率低,其中以零/ 部件清洗作業(yè)及小齒輪組件的加熱、壓裝作業(yè)為代表,工人勞動強(qiáng)度大,產(chǎn)品產(chǎn)出量有限;2)物料轉(zhuǎn)運(yùn)效率低,采用叉車轉(zhuǎn)運(yùn)、行車吊裝的方式進(jìn)行,生產(chǎn)高峰期叉車和行車資源緊張,耽 誤工期;3)信息化程度低,緊固件擰緊信息及產(chǎn)品裝配進(jìn)程或異常無法自動記錄和實時傳遞,產(chǎn)品質(zhì)量可追溯性差。
為解決主驅(qū)動裝配中以人工作業(yè)為主的傳統(tǒng)裝配方式帶來的諸多問題,通過對主驅(qū)動零件組成及裝配工序進(jìn)行分析,合理規(guī)劃裝配工藝流程及生產(chǎn)線布局,建設(shè)全新主驅(qū)動裝配生產(chǎn)線,定制開發(fā)和引入專用裝配裝備,重點(diǎn)突破零/ 部件自動化清洗、物料自動化轉(zhuǎn)運(yùn)、小齒輪組件自動化裝配、緊固件扭矩檢測及裝配質(zhì)量信息可追溯等瓶頸工序。同時通過設(shè)計主驅(qū)動裝配生產(chǎn)線智能調(diào)度系統(tǒng),實現(xiàn)主驅(qū)動裝配生產(chǎn)線與上下游產(chǎn)品生命周期管理(Product Lifecycle Management, PLM)、企業(yè)資源計劃(Enterprise Resource Planning, ERP)和數(shù)據(jù)采集與監(jiān)視控制(Supervisory Control And Data Acquisition,SCADA)等系統(tǒng)的互聯(lián)互通,完成生產(chǎn)線各工序之間的信息銜接及設(shè)備數(shù)據(jù)采集與監(jiān)控,達(dá)到盾構(gòu)機(jī)主驅(qū)動裝配質(zhì)量及效率提升的要求。
一、主驅(qū)動裝配需求分析
盾構(gòu)機(jī)主驅(qū)動的裝配需求分析是裝配生產(chǎn)線設(shè)計的基礎(chǔ)。常規(guī)土壓平衡盾構(gòu)機(jī)主驅(qū)動結(jié)構(gòu)主要包括主軸承、變速箱、主驅(qū)動環(huán)件、密封件、減速機(jī)、小齒輪和變頻電機(jī)等部件。主軸承是主驅(qū)動的核心部件,同時承受軸向、徑向及傾覆力矩;變速箱及主驅(qū)動環(huán)件是主驅(qū)動主體構(gòu)成部分;小齒輪與主軸承大齒圈組成齒輪副以傳遞扭矩。
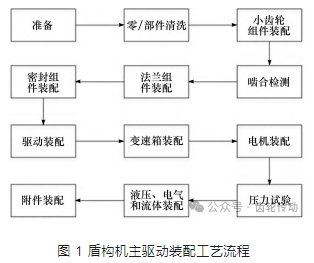
盾構(gòu)機(jī)主驅(qū)動裝配工藝流程如圖 1 所示。根據(jù)主驅(qū)動的裝配工藝需求,結(jié)合各工序的工藝特點(diǎn)和操作的便捷性,裝配生產(chǎn)線主要集成了移動式激光清洗設(shè)備、小件清洗專機(jī)、轉(zhuǎn)運(yùn)車(Automatic Guided Vehicle, AGV)、小齒輪組件裝配生產(chǎn)線、工位起重機(jī)和扭矩工作站等自動化設(shè)備,將整條裝配生產(chǎn)線劃分為卸貨及分揀區(qū)、零/ 部件清洗區(qū)、小齒輪組件裝配區(qū)、物料流轉(zhuǎn)區(qū)及主驅(qū)動總裝區(qū)等,實現(xiàn)了零件清洗自動化、部件裝配規(guī)范化和擰緊信息可追溯。考慮到各工序生產(chǎn)節(jié)拍及流轉(zhuǎn)速度的調(diào)整需求,在工位之間設(shè)計合理的緩存區(qū)。針對裝配過程可能產(chǎn)生的不合格品,在裝配生產(chǎn)線設(shè)計不合格品存放區(qū),以便根據(jù)產(chǎn)品質(zhì)檢結(jié)果完成后續(xù)處理。
二、主驅(qū)動裝配生產(chǎn)線設(shè)計
裝配生產(chǎn)線工藝流程
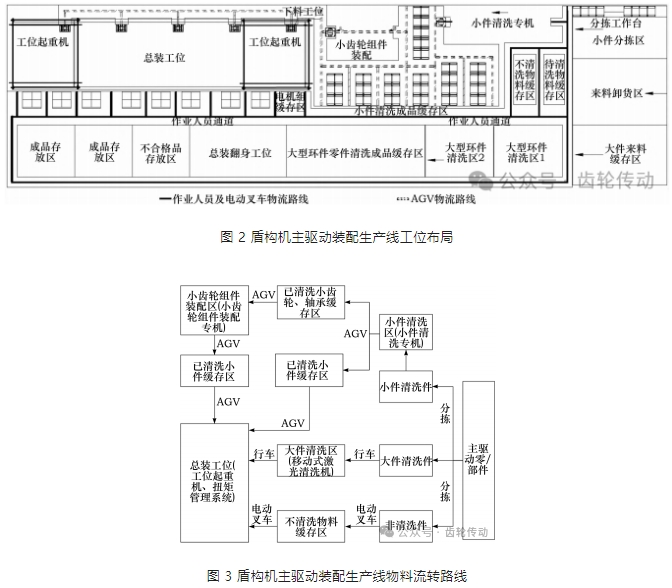
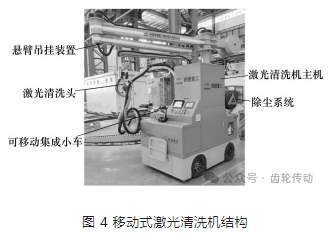
盾構(gòu)機(jī)主驅(qū)動裝配生產(chǎn)線整體設(shè)計思路以主驅(qū)動裝配物料流轉(zhuǎn)工藝流程為基礎(chǔ)來規(guī)劃各功能區(qū)域。盾構(gòu)機(jī)主驅(qū)動裝配生產(chǎn)線工位布局和物料流轉(zhuǎn)路線分別如圖 2 和圖 3 所示。圖 2 中和圖 3 中,在廠房入口來料卸貨區(qū)卸下物料,依次分揀到小件分揀區(qū)和大件來料緩存區(qū);小件、大型環(huán)件分別利用小件清洗專機(jī)、移動式激光清洗機(jī)完成自動清洗,將清洗后的零/ 部件轉(zhuǎn)運(yùn)至相應(yīng)緩存區(qū);小齒輪組件通過小齒輪組件裝配專機(jī)自動完成小齒輪與滾動軸承的加熱與壓裝, 外密封環(huán)在對應(yīng)緩存區(qū)完成壓力試驗,隨后在總裝工位利用工位起重機(jī)及行車完成法蘭、主部件、密封件、驅(qū)動及附件裝配以及嚙合檢測、壓力試驗等工序;在總裝翻身工位可進(jìn)行環(huán)件及總體翻身,主驅(qū)動裝配完成后根據(jù)質(zhì)檢結(jié)果轉(zhuǎn)運(yùn)至成品存放區(qū)或不合格品存放區(qū);其中 AGV 負(fù)責(zé)零/ 部件的靈活流轉(zhuǎn),扭矩管理系統(tǒng)負(fù)責(zé)緊固件的擰緊、檢測及數(shù)據(jù)傳輸。
主驅(qū)動零件自動化清洗技術(shù)
根據(jù)主驅(qū)動零/ 部件的結(jié)構(gòu)特點(diǎn)及其清潔度要求,結(jié)合國內(nèi)外先進(jìn)清洗技術(shù)和設(shè)備發(fā)展現(xiàn)狀,應(yīng)用超聲波清洗、激光清洗等技術(shù),進(jìn)行不同類型、不同規(guī)格尺寸的主驅(qū)動零/ 部件清洗作業(yè),形成柔性清洗生 產(chǎn)線,提高零/ 部件清洗質(zhì)量和效率,降低人工清洗作業(yè)強(qiáng)度,減少因清潔度未達(dá)標(biāo)導(dǎo)致的返工作業(yè)。
針對主驅(qū)動小齒輪、調(diào)心軸承、軸承套、內(nèi)外壓緊環(huán)、螺栓、螺柱和螺母等小型精密零 / 部件,利用超聲波清洗技術(shù)清除表面輕微銹蝕和油污。所采用的小件清洗專機(jī)主要由桁架機(jī)構(gòu)、機(jī)體、水箱、輸送系統(tǒng)、超聲清洗系統(tǒng)、旋轉(zhuǎn)漂洗系統(tǒng)、旋轉(zhuǎn)吹干系統(tǒng)、熱風(fēng)烘干系統(tǒng)、液體過濾系統(tǒng)、排污系統(tǒng)、霧氣處理系統(tǒng)及電氣控制系統(tǒng)等組成。通過桁架機(jī)構(gòu)實現(xiàn)物料框的自動校正定位及抓取轉(zhuǎn)移,通過電氣控制系統(tǒng)保證設(shè)備正常工作,通過三級過濾超聲清洗系統(tǒng)保證清洗精度,通過旋轉(zhuǎn)吹干系統(tǒng)及熱風(fēng)烘干系統(tǒng)實現(xiàn)工件的快速干燥,多種系統(tǒng)的融合最終實現(xiàn)零/ 部件的自動高效清洗。
小件清洗專機(jī)清洗工藝流程如下:首先通過四爪結(jié)構(gòu)機(jī)械手抓取料筐,機(jī)械手額定負(fù)載為 1 t,抓取精度為±2 mm;當(dāng)料筐進(jìn)入上料端后,通過兩側(cè)校正氣缸自動進(jìn)行校正定位,校正精度為±2 mm;隨后由機(jī)動輥道輸送系統(tǒng)將料筐自動傳輸至清洗區(qū),依次經(jīng)過超聲清洗、旋轉(zhuǎn)噴淋漂洗,全方位清洗工件;清洗后的工件由旋轉(zhuǎn)吹干系統(tǒng)及熱風(fēng)烘干系統(tǒng)去除表面水分,并傳輸至下料端;當(dāng)接近開關(guān)檢測料框支架上無其余料筐時,機(jī)械手將料筐轉(zhuǎn)移至下料位的料框支架上,由 AGV 進(jìn)入料筐下方取料并轉(zhuǎn)運(yùn)至緩存區(qū)。
小件清洗專機(jī)工作系統(tǒng)由 PLC 控制,對不同類型物料分別編號并設(shè)置對應(yīng)控制程序,當(dāng)清洗機(jī)在上料位讀取料框內(nèi)無線射頻識別(Radio Frequency Identification,RFID)卡信息后,自動匹配清洗程序,實現(xiàn)物料的清洗及吹干,達(dá)到單框標(biāo)準(zhǔn)清洗節(jié)拍為 10 分/ 套。
針對主驅(qū)動大型零/ 部件(變速箱、主軸承、法蘭、內(nèi)外密封環(huán)、內(nèi)密封支撐環(huán)和連接環(huán))的焊縫清洗、無損清洗和精確定位清洗等需求,研究開發(fā)激光清洗技術(shù)進(jìn)行表面清洗。
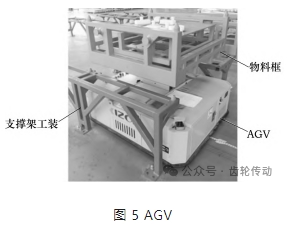
大件清洗階段所用移動式激光清洗機(jī)結(jié)構(gòu)如圖 4 所示。圖 4 的結(jié)構(gòu)主要由激光清洗機(jī)主機(jī)、激光清洗頭、除塵系統(tǒng)、懸臂吊掛裝置和可移動集成小車等部件組成。通過應(yīng)用表面力學(xué)共振、污物熱膨脹和瞬間氣化原理的清洗技術(shù),將窄脈寬、高功率密度的激光束照射于工件表面,使工件表面的油污、銹蝕和氣割氧化物等發(fā)生瞬間蒸發(fā)或剝離,高速有效地清除鋼材件表面有害雜質(zhì)。作為一種非接觸式清洗方法,激光清洗具有綠色環(huán)保、精準(zhǔn)可控和無基材損傷等優(yōu)勢。此外,通過配置移動式集成小車,使激光清洗機(jī)能靈活調(diào)整清洗位置,使用方便,占地面積小,清洗效率高。
經(jīng)過現(xiàn)場驗證,移動式激光清洗機(jī)對主驅(qū)動配件、閥塊和銷軸等精密加工件的表面中等銹蝕、油污, 清理效率可達(dá) 40 cm2 / s,對重油污、銹蝕,清理效率 3 ≥ 0 cm2 / s;對于焊縫部位、薄板件表面輕微銹蝕及油污,清理效率可達(dá) 40 cm2 / s,對中度銹蝕、油污,清理效率可達(dá) 30 cm2 / s,對焊接、涂裝質(zhì)量無任何不良影響。激光清洗后的金屬表面涂裝油漆時涂層附著力≤1 級 (GB / T 9286),涂裝后漆膜表面均勻,無肉眼可見清洗輪廓。
物料自動化轉(zhuǎn)運(yùn)技術(shù)
在整個裝配生產(chǎn)線工藝流程中,物料的搬運(yùn)配送是重要組成部分,例如零/ 部件在分揀區(qū)、緩存區(qū)、清洗區(qū)、小齒輪組裝工位及總裝工位等位置的流轉(zhuǎn),物料輸送直接影響到裝配生產(chǎn)線的生產(chǎn)節(jié)拍。針對工位間轉(zhuǎn)運(yùn)物料的精確性和靈活性要求,本文設(shè)計的生產(chǎn)線通過 AGV 來實現(xiàn),具有占地面積小、定位精準(zhǔn)和靈活性高的優(yōu)點(diǎn)。
AGV 如圖 5 所示,其采用潛伏舉升式結(jié)構(gòu),搬運(yùn)物料時升起頂部舉升平臺,背負(fù)物料框行走,到達(dá)指定地點(diǎn)后舉升平臺下降至低點(diǎn),將物料框落于支撐架工裝上,AGV 撤離。AGV 通過雙舵輪驅(qū)動轉(zhuǎn)向,可實現(xiàn)前后行走、左右橫移和原地轉(zhuǎn)向動作,以便 AGV 能靈活改變輸送方向。AGV 采用復(fù)合導(dǎo)航方式,在裝配生產(chǎn)線上按規(guī)劃路徑行駛時采用激光導(dǎo)航,行走精度小于±10 mm,在庫位中停車采用二維碼導(dǎo)航,停車精 度小于±5 mm,實現(xiàn)精準(zhǔn)定位。通過設(shè)計輪系懸掛系統(tǒng),使 AGV 適應(yīng)車間小范圍不平整地面,保證運(yùn)行時平穩(wěn)無沖擊;此外,為保證運(yùn)輸過程的安全性,設(shè)計了限位裝置,當(dāng)運(yùn)行至極限位置時 AGV 能自動停止,同時具備障礙檢測激光雷達(dá)、機(jī)械防撞、聲光報警和急停等安全防護(hù)措施。
在控制系統(tǒng)方面,AGV 以中央控制平臺為基礎(chǔ), 搭載通信系統(tǒng)、調(diào)度系統(tǒng)及庫位管理系統(tǒng),實現(xiàn)對調(diào)度指令、車輛及交通、地圖路徑數(shù)據(jù)、庫位信息、物料出入庫記錄及庫存信息的綜合管理。為配合小齒輪組件裝配專機(jī)完成自動化裝配并保證裝配節(jié)拍,在 AGV 具備一定識別及定位能力的基礎(chǔ)上,重點(diǎn)策劃并匹配物流工藝路線及配送方案,使 AGV 能根據(jù)調(diào)度系統(tǒng)指令自動規(guī)劃物流路徑,執(zhí)行物料框的入庫儲存、出庫運(yùn)送到目標(biāo)工位等命令,完成自動配送。
零/ 部件自動化裝配技術(shù)
根據(jù)本裝配生產(chǎn)線總體布局及裝配工藝流程規(guī)劃,將主驅(qū)動零/ 部件裝配分為 2 個部分,首先在小齒輪組件裝配區(qū)利用裝配專機(jī)完成相應(yīng)部件裝配,然后在總裝工位處結(jié)合工位起重機(jī)和行車完成剩余步驟的裝配。
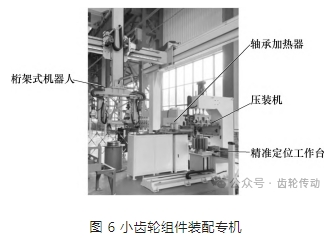
小齒輪組件經(jīng)過清洗后轉(zhuǎn)運(yùn)至小齒輪組件裝配專機(jī)工位進(jìn)行自動加熱及壓裝。小齒輪組件裝配專機(jī)如圖 6 所示,主要由桁架式機(jī)器人、軸承加熱器、精準(zhǔn)定位工作臺和壓裝機(jī)協(xié)同開展工作,可實現(xiàn)對軸承及小齒輪的自動上下料、軸承自動加熱保溫、軸承與小齒輪裝配面精準(zhǔn)定位、軸承自動壓裝及生產(chǎn)信息展示功能,滿足主驅(qū)動小齒輪組件自動化裝配。通過合理安排各設(shè)備工作效率,可保證單套小齒輪組件產(chǎn)出節(jié)拍為 20 分/ 套。
在小齒輪組件裝配專機(jī)接收到小齒輪組件裝配指令,同時物料通過 AGV 轉(zhuǎn)運(yùn)至上料工作位后,自動開始識別檢測、裝配等工作。小齒輪組件裝配工藝流程如圖 7 所示。
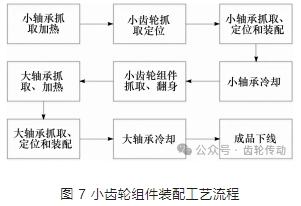
小齒輪組件裝配專機(jī)首先通過配備工裝夾具及視覺系統(tǒng)的桁架式機(jī)器人自動識別工件的具體型號及裝配工藝尺寸信息,實時分析工件擺放姿態(tài)并選擇合適的抓取角度和抓取位置,實現(xiàn)軸承、小齒輪的抓取及 180°翻身,并按工序要求將零件精準(zhǔn)放置在指定工位;抓取工裝末端重復(fù)定位精度為±0.5 mm、最大負(fù)載為 600 kg。
在軸承加熱階段,通過電磁感應(yīng)軸承加熱器使軸承在交變磁場產(chǎn)生渦流,從而自動加熱軸承至設(shè)定溫度并進(jìn)行恒溫保溫,軸承加熱器最大承載質(zhì)量為 60 kg,最高加熱溫度可達(dá) 120 ℃ ,滿足內(nèi)徑為 Φ80 ~ Φ330 mm、外徑為 Φ150 ~ Φ450 mm 和軸向高度為 46~100 mm 的軸承加熱需求。
在壓裝階段,通過精準(zhǔn)定位工作臺,實現(xiàn)軸承內(nèi)圈圓心與小齒輪軸心精準(zhǔn)定位,重復(fù)定位精度為±0.02 mm;通過壓裝機(jī)上的溫度傳感器對軸承內(nèi)圈溫度進(jìn)行檢測,若軸承內(nèi)圈溫度低于設(shè)定值可自動停止壓裝工序,同時將溫度異常的軸承自動返回至軸承加熱器進(jìn)行二次加熱,直至達(dá)到裝配條件方可進(jìn)行軸承壓裝; 在壓裝過程中通過行程傳感器對軸承軸向壓裝尺寸進(jìn)行檢測和管控,通過壓力傳感器檢測壓裝狀態(tài),出現(xiàn)異常時及時制動、報警,避免工件損傷;完成壓裝后的小齒輪組件在工作臺上自然冷卻,隨后由桁架機(jī)械手將其放至物料托盤上。
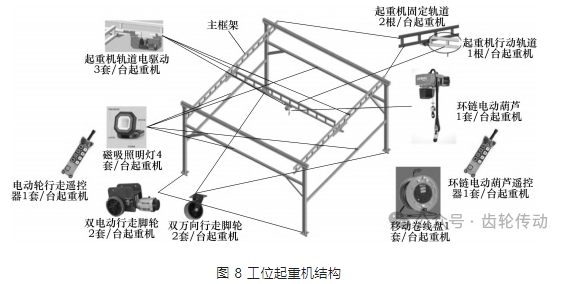
在完成小齒輪組件裝配后,將物料轉(zhuǎn)運(yùn)至總裝工位完成主驅(qū)動其余零/ 部件裝配,此階段起重吊裝主要由工位起重機(jī)結(jié)合行車完成。工位起重機(jī)結(jié)構(gòu)如圖 8 所示,由主框架、行走軌道(起重機(jī)行動軌道)、電動葫蘆、萬向行走腳輪、電動行走腳輪、照明系統(tǒng)和控制系統(tǒng)組成。為滿足主驅(qū)動總裝裝配對作業(yè)空間的要求,設(shè)計工位起重機(jī)主框架外形尺寸為 9.50m × 9.32m,有效起吊區(qū)域為8.1m×7.1m;為滿足主驅(qū)動大部分小型零/ 部件的起重量及裝配速度需求,在主框架上設(shè)計額定負(fù)載各為2t 的2根固定軌道和1根行動軌道;采用雙電動行走腳輪加雙萬向行走腳輪結(jié)構(gòu),配置工業(yè)級耐磨腳輪和腳杯,保證工位起重機(jī)具備優(yōu)良的調(diào)速和靜動特性;為保證使用安全,配備了安全保護(hù)、過載過熱保護(hù)、漏電保護(hù)及起升限位開關(guān)等保護(hù)設(shè)施。
緊固件扭矩管理技術(shù)
在傳統(tǒng)裝配模式下,對于主驅(qū)動部件上的螺栓、螺母等緊固件的扭矩質(zhì)量控制,通常采用自檢與抽檢的人工檢驗手段來實現(xiàn)。在操作過程中,常出現(xiàn)扭矩遺漏、欠扭或過扭及擰緊錯序等問題,給主驅(qū)動的安全平穩(wěn)運(yùn)轉(zhuǎn)帶來隱患。為提高主驅(qū)動裝配過程中的扭矩管理水平,開發(fā)了一套具備信息記錄與檢測功能的扭矩管理系統(tǒng),其拓?fù)鋱D如圖 9 所示。
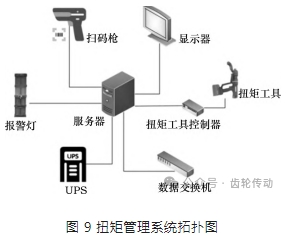
圖 9 中,通過一體式設(shè)計,將電動定扭工具(扭矩工具)、反力桿、掃碼槍、套筒選擇器、套筒、平衡器、扭矩工具控制器、不間斷電源(Uninterruptible Power Sys-tem,UPS)和服務(wù)器等集成到移動工作小車上,形成移動式扭矩管理工作站;其中,服務(wù)器主要負(fù)責(zé)軟件承載、操作顯示及數(shù)據(jù)匯總,實現(xiàn)了數(shù)據(jù)采集和信號輸入;扭矩工具控制器及扭矩工具用于執(zhí)行扭矩施加作業(yè),能滿足主驅(qū)動使用緊固件(M16 ~ M36) 的裝配空間及扭矩要求,扭矩精度為±6 %;扭矩工具的機(jī)身顯示屏可直觀查看扭矩結(jié)果,且能實時與控制器無線網(wǎng)絡(luò)通信,保證數(shù)據(jù)穩(wěn)定傳輸;條碼掃碼槍可掃描識別主驅(qū)動零/ 部件信息,報警燈可對擰緊異常項發(fā)出語音及亮燈警報,此外,扭矩管理系統(tǒng)還具備超載、過壓、過流、超溫和防卡死等自動保護(hù)功能。
當(dāng)進(jìn)行擰緊作業(yè)時,操作工人依次掃描人員碼及部件碼,通過系統(tǒng)數(shù)據(jù)庫識別工號及部件信息后獲取工具操作權(quán),系統(tǒng)將通過事先設(shè)定的程序自動將扭矩值和扭矩數(shù)量等信息發(fā)送至相應(yīng)扭矩工具,操作工人通過顯示終端設(shè)備查看裝配工藝文件,選擇合適的扭矩工具及套筒,并按照規(guī)定的裝配順序完成擰緊作業(yè)。系統(tǒng)會實時采集并記錄擰緊階段的扭矩信息,并與預(yù)設(shè)的程序進(jìn)行對比,自動檢測擰緊過程是否存在異常,若存在異常,系統(tǒng)將發(fā)出報警提示。同時通過無線網(wǎng)絡(luò)將扭矩信息實時傳輸至公司內(nèi)網(wǎng)制造執(zhí)行系統(tǒng)(Manufacturing Execution System,MES),保證數(shù)據(jù)可存儲、分析和追溯。
完成擰緊作業(yè)后,在顯示器上展示作業(yè)人員工號、作業(yè)時間點(diǎn)、工具號、產(chǎn)品和部件號、緊固件位置點(diǎn)位、工具的工作狀態(tài)、擰緊參數(shù)和擰緊結(jié)果判定等追溯所必須的相關(guān)信息。擰緊過程中自動記錄的數(shù)據(jù)上傳至數(shù)據(jù)庫后可進(jìn)行數(shù)據(jù)分析、生成并進(jìn)行曲線分析、生成報表、綜合判斷擰緊質(zhì)量情況和擰緊質(zhì)量趨勢等。通過設(shè)定不同的報警條件,可將生產(chǎn)事件及時通知推送給指定人員,實現(xiàn)質(zhì)量問題快速響應(yīng)和高效處理。
信息集成技術(shù)
近年來,生產(chǎn)制造系統(tǒng)逐步朝著信息化、智能化發(fā)展,以便處理海量復(fù)雜的生產(chǎn)裝配質(zhì)量信息,進(jìn)一步提高生產(chǎn)系統(tǒng)的柔性化和自動化水平。為了提高主驅(qū)動裝配過程信息化管理程度,該裝配生產(chǎn)線通 過研發(fā)并設(shè)計智能調(diào)度系統(tǒng),實現(xiàn)主驅(qū)動裝配生產(chǎn)線生產(chǎn)計劃與上游 PLM、ERP 等系統(tǒng)的信息銜接,協(xié)同 SCADA 系統(tǒng)完成設(shè)備信息及裝配過程的數(shù)據(jù)采集與監(jiān)控,各設(shè)備之間的信息交互及裝配過程聯(lián)動信息可通過報表看板展示。盾構(gòu)機(jī)主驅(qū)動裝配生產(chǎn)線信息流業(yè)務(wù)流程見圖 10。
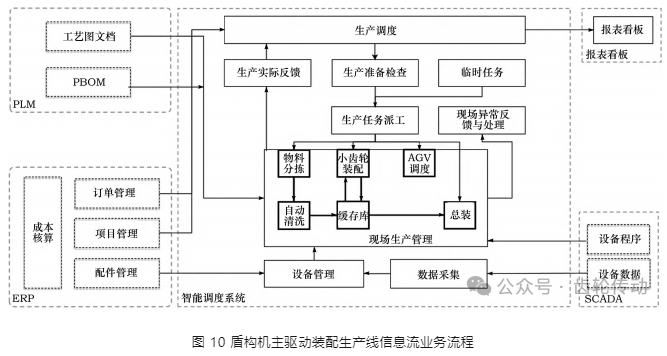
圖 10 中,智能調(diào)度系統(tǒng)負(fù)責(zé)主驅(qū)動裝配生產(chǎn)線的生產(chǎn)管理,通過對接上游 PLM、ERP 系統(tǒng),接收工藝產(chǎn)品物料清單( Product Bill of Materials,PBOM) 數(shù)據(jù)信息、訂單、項目和配件管理信息,完成生產(chǎn)調(diào)度、計劃派工及任務(wù)管理;對接 SCADA 系統(tǒng),調(diào)用設(shè)備管理 (設(shè)備程序、設(shè)備數(shù)據(jù))模塊,可對設(shè)備進(jìn)行集中線上管理,從操作規(guī)范、故障預(yù)測等方面延長設(shè)備使用壽命;通過報表看板顯示進(jìn)度計劃、作業(yè)指導(dǎo)、設(shè)備狀態(tài)和生產(chǎn)統(tǒng)計分析等信息。
智能調(diào)度系統(tǒng)與生產(chǎn)線設(shè)備進(jìn)行數(shù)據(jù)交互,可根據(jù)設(shè)備所傳遞的觸發(fā)指令、需求指令等信息,對 AGV 的中控系統(tǒng)發(fā)出調(diào)度指令。
主驅(qū)動裝配生產(chǎn)線調(diào)度流程(結(jié)合圖 2、圖 3) 如下:1)智能調(diào)度系統(tǒng)根據(jù)訂單信息,將裝配物料配送至卸貨區(qū)卸貨,隨后進(jìn)行分揀裝框,并寫入物料信息; 2)將需清洗的小件清洗件人工上料小件清洗專機(jī),經(jīng) 清洗后下線掃碼將物料信息傳遞至智能調(diào)度系統(tǒng),智能調(diào)度系統(tǒng)呼叫 AGV 將物料運(yùn)送至已清洗小件緩存區(qū)(庫);3)小齒輪組件裝配專機(jī)根據(jù)計劃信息,呼叫 AGV 進(jìn)行物料配送,將組裝完成的小齒輪組件運(yùn)送至物料緩存區(qū);4)當(dāng)總裝工位進(jìn)行裝配時,通過終端發(fā)出物料需求給智能調(diào)度系統(tǒng),智能調(diào)度系統(tǒng)呼叫 AGV 將物料從緩存區(qū)運(yùn)送至總裝工位。
通過信息化手段進(jìn)行產(chǎn)品計劃管理及調(diào)度,實現(xiàn)裝配過程信息監(jiān)控及傳輸,增強(qiáng)產(chǎn)品裝配透明度,能更及時客觀地了解產(chǎn)品裝配進(jìn)展和質(zhì)量信息,高效地進(jìn)行質(zhì)量判定,大幅增強(qiáng)質(zhì)量追溯和分析能力。
三、裝配線工藝驗證
最終設(shè)計的盾構(gòu)機(jī)主驅(qū)動裝配生產(chǎn)線于 2023 年 7 月在鐵建重工廠房進(jìn)行組裝調(diào)試,根據(jù)制定的布局及安裝方案,于同年 9 月順利完成安裝與調(diào)試,裝配生產(chǎn)線現(xiàn)場如圖 11 所示,通過盾構(gòu)機(jī)主驅(qū)動裝配生產(chǎn)線建設(shè),有效地提高了裝配質(zhì)量及裝配效率,就單臺套盾構(gòu)機(jī)主驅(qū)動而言,節(jié)約組裝時間周期 20 %以上,同時也保障了生產(chǎn)安全。
四、結(jié)語
本文針對盾構(gòu)機(jī)主驅(qū)動的裝配,完成了主驅(qū)動裝配生產(chǎn)線的整體布局,給出了主驅(qū)動零/ 部件自動化清洗、物料自動化轉(zhuǎn)運(yùn)、小齒輪組件自動化裝配及緊固件扭矩管理等關(guān)鍵技術(shù)的實施方案,并通過搭載智能調(diào)度系統(tǒng)實現(xiàn)了裝配過程信息化管理。該裝配生產(chǎn)線自動化程度高,在減輕現(xiàn)場工人作業(yè)強(qiáng)度的同時,縮短裝配周期,提升工作效率及產(chǎn)品產(chǎn)出量。該裝配生產(chǎn)線投產(chǎn)后取得了良好的效果,對提高企業(yè)的經(jīng)濟(jì)效益具有重要意義,在業(yè)界具有示范性作用。
參考文獻(xiàn).