當(dāng)制造的構(gòu)件為傳動部件,并且工作面在加工中承受高頻動態(tài)應(yīng)力時,表面完整性問題尤為重要。面齒輪表面完整性的主要特征之一為殘余應(yīng)力,因其影響著齒面的抗疲勞特性,對面齒輪系統(tǒng)的服役性能和使用壽命,具有重要的影響作用。殘余應(yīng)力解析建模的實質(zhì)是將加載過程邊界條件被破壞的情況進(jìn)行卸載,以恢復(fù)邊界條件。
在恢復(fù)邊界條件的過程中,產(chǎn)生的新的應(yīng)力即為殘余應(yīng)力。賈東洲等首先分析了靜電霧化微量潤滑粒徑分布特性,通過使用微量潤滑劑使得摩擦因數(shù)減小了 9.31%~29.39%,有效改變鈦合金材料的磨削性能。黃保騰等采用 WA 和 SG 砂輪磨削鎳基合金 GH4169,從磨削力、工件表面形貌、磨削比能 3 個方面評價兩種砂輪的磨削性能,并探究磨削參數(shù)對砂輪磨削力、工件表面形貌、磨削比能的影響規(guī)律。
結(jié)果表明 SG 砂輪具有優(yōu)越的抗磨性能,可以獲得良好的工件表面質(zhì)量。在后續(xù)研究中,通過添加生物潤滑劑研究磨削能、比磨削力、表面粗糙度和磨削溫度的變化規(guī)律。
針對平面淬硬磨削加工,張靜發(fā)現(xiàn)了磨削接觸區(qū)域的熱應(yīng)力為壓應(yīng)力;當(dāng)砂輪移開加工區(qū)域后,熱應(yīng)力由壓應(yīng)力迅速轉(zhuǎn)變?yōu)槔瓚?yīng)力。同時指出,在淬硬磨削中,相較于機械應(yīng)力,熱應(yīng)力對殘余應(yīng)力 的貢獻(xiàn)更大。
針對小切深磨削,張曉曉等建立了機械應(yīng)力解析模型,分析了磨削接觸區(qū)域沿砂輪進(jìn)給方向的機械應(yīng)力分布,結(jié)果表明,機械應(yīng)力在砂輪切入點表現(xiàn)為拉應(yīng)力,在磨削接觸弧長內(nèi)也表現(xiàn)為拉應(yīng)力,并呈現(xiàn)先增大后減小的變化趨勢,在砂輪切出點表現(xiàn)為壓應(yīng)力;同時指出,在小切深磨削加工中,機械應(yīng)力的作用深度有限。
Zhao B 等在超聲輔助磨削漸開線齒輪的應(yīng)力分析中發(fā)現(xiàn),機械載荷在的 Y 向和 Z 向的正應(yīng)力為壓應(yīng)力,在 Y-Z 平面上的切應(yīng)力上也是壓應(yīng)力。張子輿建立了針對鋼軌打磨的三維仿真模型,結(jié)果發(fā)現(xiàn),Mise 應(yīng)力與砂輪轉(zhuǎn)速呈負(fù)相關(guān),與砂輪轉(zhuǎn)速呈正相關(guān)。針對硬質(zhì)合金 GT35 材料的平面磨削,付天章等研究了平面磨削 GT35 殘余應(yīng)力的形成機理,分析了平面磨削加工工藝參數(shù)對表面殘余應(yīng)力的影響,實現(xiàn)了低殘余應(yīng)力加工的可控工藝方案。針對螺旋傘齒輪的展成磨削,北京理工大學(xué)梁志強教授等采用有限元法實現(xiàn)了綜合力-熱耦合的齒面殘余應(yīng)力分析,結(jié)果表明,齒面殘余應(yīng)力與砂輪線速度呈負(fù)相關(guān),與展成速度呈正相關(guān)。
在面齒輪的展成磨削過程中,砂輪與工件之間的相對運動影響齒輪的磨削效率和齒面質(zhì)量,而磨削過程中的力、熱改變會引起殘余應(yīng)力分布發(fā)生變化,從而改變面齒輪的接觸強度、抗彎強度和抗疲勞強度等性能指標(biāo),影響面齒輪的服役性能和服役壽命。面齒輪展成磨削表面殘余應(yīng)力優(yōu)化是一個復(fù)雜的非線性問題,傳統(tǒng)的優(yōu)化算法無法實現(xiàn)高效率和高精度的求解。因此,需要采用智能優(yōu)化算法獲得問題的最優(yōu)解。本文以砂輪速度、工件速度、磨削深度和砂輪分度角 4 個工藝參數(shù)為優(yōu)化變量,以面齒輪的齒面殘余應(yīng)力為優(yōu)化目標(biāo),使用粒子群優(yōu)化算法(particle swarm optimization,PSO),解決了面齒輪表面殘余應(yīng)力的優(yōu)化問題。
一、磨削參數(shù)優(yōu)化組合設(shè)計
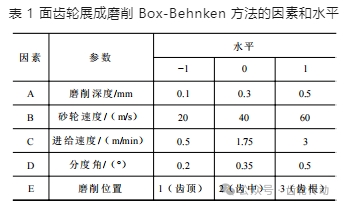
針對面齒輪展成磨削,將較大且齒面分布均勻的殘余壓應(yīng)力,以及較高的磨削效率作為優(yōu)化目標(biāo)。優(yōu)化變量包括砂輪速度、工件速度、磨削深度和砂輪分度角等工藝參數(shù),其邊界條件的確定依據(jù)和數(shù)值區(qū)間如下:
(1)針對磨削深度,其數(shù)值過大會導(dǎo)致磨削力增大、磨削溫度升高和表面形貌變差等;而數(shù)值過小會導(dǎo)致磨削效率降低、殘余壓應(yīng)力較小等。除此之外,砂輪的磨粒大小也是限制磨削深度的重要因素,在本文中,砂輪磨粒目數(shù)為 200 目。根據(jù)以上條件,磨削深度的邊界條件為 0.01~0.05 mm。
(2)針對砂輪速度,其數(shù)值過高會導(dǎo)致砂輪磨粒過早失效、砂輪壽命降低、表面氧化加劇等。砂輪速度過低會導(dǎo)致切屑厚度增加、磨削淬硬概率增大、表面粗糙度變優(yōu)等。針對面齒輪展成磨削,根據(jù) Wang Y Z 等的研究,砂輪速度的邊界條件為 20~60 m/s。
(3)針對工件進(jìn)給速度,其數(shù)值過高會導(dǎo)致接觸時間縮短、接觸長度減小、表面精度降低等問題。工件進(jìn)給速度過低會導(dǎo)致接觸時間延長、接觸長度增大、表面溫升過高、表面氧化加劇等問題。針對面齒輪展成磨削,將工件進(jìn)給速度的邊界條件設(shè)置為 0.5~3 m/min。
(4)針對砂輪分度角,其數(shù)值過大使得面齒輪展成磨削的齒面材料去除率較低,導(dǎo)致齒面殘差過大,從而影響齒面的加工質(zhì)量和表面粗糙度。砂輪分度角過小,會引起砂輪的空走刀,降低磨削效 率。針對面齒輪展成磨削,根據(jù)郭輝等的研究,當(dāng)砂輪分度角在 0.2°~ 0.5°時,可以滿足齒輪六級精度的包絡(luò)殘差加工要求。
針對面齒輪的表面殘余應(yīng)力的研究,發(fā)現(xiàn)齒面不同位置(齒頂、齒中和齒根)的表面殘余應(yīng)力具有明顯的差異。因此,將齒面的磨削位置作為附加的優(yōu)化變量。
綜上,考慮齒面的磨削位置,磨削深度的邊界條件為 0.01~ 0.05 mm,砂輪速度的邊界條件為 20~ 60 m/s,工件進(jìn)給速度的邊界條件為 0.5~ 3 m/min,以及砂輪分度角的邊界條件為 0.2°~0.5°, 采用 Box-Behnken 的方法設(shè)計磨削工藝參數(shù)的優(yōu)化組合。為 Box-Behnken 方法的因素和水平,見表 1。
二、表面完整性模型驅(qū)動的優(yōu)化目標(biāo)響應(yīng)曲面建模
根據(jù)磨削工藝參數(shù)的 Box-Behnken 實驗組合,通過面齒輪磨削試驗,獲得了對應(yīng)的齒面殘余應(yīng)力,形成相應(yīng)的響應(yīng)曲面模型。考慮殘余應(yīng)力的區(qū)域性分布特點,優(yōu)化目標(biāo)要求齒頂、齒中和齒根 3 個區(qū)域之間的殘余應(yīng)力數(shù)值相近,形成齒面均勻的齒面殘余應(yīng)力狀態(tài)。此外,磨削效率的評價標(biāo)準(zhǔn)是磨削時間。
齒面殘余應(yīng)力獲取實驗
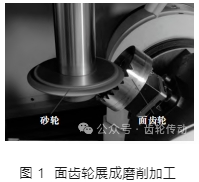
根據(jù) Box-Behnken 實驗組合,在 V33-5XB 牧野加工中心對面齒輪進(jìn)行磨削,如圖 1 所示。已知面齒輪的材料為調(diào)質(zhì)后的 45#鋼,在機加工前對材料做去應(yīng)力退火處理。加工工藝完成后,采用線切割工藝切斷輪齒,并在 HDS-X 射線應(yīng)力儀獲得了齒面殘余應(yīng)力。
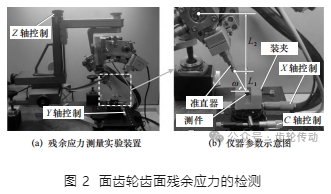
在檢測過程中采用準(zhǔn)直管的光孔直徑為 2 mm,測量前設(shè)置測量條件,包括測量方法為側(cè)傾固定 ψ 法,選擇 ψ 為 0°和 45°,并用 Cr-Kα 射線測定鐵素體(211)晶面(θ=156°)的衍射峰。在測量過程中,X 射線通過一個光孔輻照在工件表面的局部區(qū)域,測量得到局部區(qū)域的殘余應(yīng)力,面齒輪齒面殘余應(yīng)力的檢測,如圖 2 所示。根據(jù)參考文獻(xiàn),X 射線的輻照區(qū)域為一橢圓區(qū)域,橢圓的短 軸和長軸分別為 dx 和 dy,檢測得到的殘余應(yīng)力數(shù)值可以看作輻射面積的平均值。dx 和 dy 的求解公式為

式中:L1、L2 和 L 的取值分別為 120、85 和 149;b表示焦點的尺寸參數(shù),取值為 0.5 mm;α 表示 y 焦點的傾斜角,取值為 6°;θx 和 θy 表示扇角,取值均為 0.05°;表示 y 方向的入射角,由側(cè)傾固定 ψ 法的測量特點,得到的數(shù)值分別為 57°和 79°,部分參數(shù)示意圖如圖 2b 所示。
齒面殘余應(yīng)力的響應(yīng)曲面模型
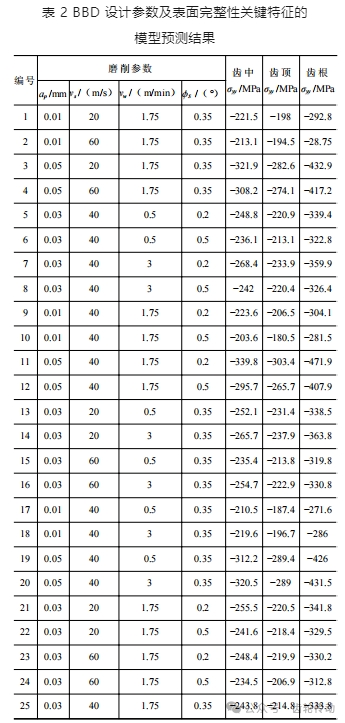
使用 Design Expert 統(tǒng)計軟件創(chuàng)建了 Box-Behnen Design(BBD)優(yōu)化組合,見表 2,得到了磨削深度、砂輪速度、工作速度和砂輪分度角與殘余應(yīng)力之間的關(guān)系。由于 x 方向與 y 方向的殘余應(yīng)力具有相同分布特征,因此,只需建立 y 方向齒面殘余應(yīng)力的二次響應(yīng)面模型即可。
通過統(tǒng)計軟件分析,得到了齒面中部區(qū)域 y 方向齒面殘余應(yīng)力的響應(yīng)曲面方程:
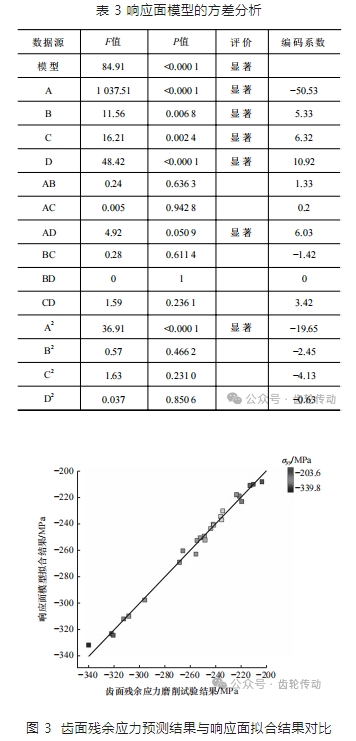
響應(yīng)曲面模型的檢驗結(jié)果,見表 3。根據(jù)方差分析,響應(yīng)面模型的 F 值為 84.91,P 值遠(yuǎn)小于 0.05,說明該模型有很高的置信水平。模型的 R2 為 0.991 7,表明模型具有較好的擬合效果。齒面殘余應(yīng)力預(yù)測與響應(yīng)面擬合的結(jié)果對比如圖 3 所示。
為了評價各因素對齒面殘余應(yīng)力的影響規(guī)律,繪制了主效應(yīng)圖,如圖 4 所示,分別顯示了磨削深度、砂輪速度、工件速度和砂輪分度角對齒面殘余應(yīng)力的影響規(guī)律及敏感性。結(jié)果表明,齒面殘余壓應(yīng)力與磨削深度和工件速度呈正相關(guān),與砂輪速度和砂輪分度角呈負(fù)相關(guān)。從敏感性角度分析,齒面殘余應(yīng)力對磨削深度的敏感性最大,其次是砂輪分度角,而齒面殘余應(yīng)力對砂輪速度和工件速度的敏感性相對較小。磨削工藝參數(shù)對齒面殘余應(yīng)力的作用機制如下。
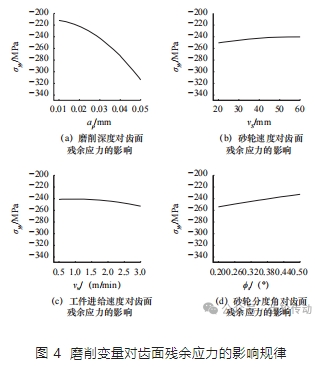
(1)隨著磨削深度的增大,齒面殘余壓應(yīng)力增大。這是由于隨著磨削深度的增大,單顆磨粒的未變形切屑厚度增大,磨削力增大,磨粒對齒面表層的擠壓力增大,機械應(yīng)力增大。根據(jù)面齒輪展成 磨削的加工特點,以及較小的磨削深度(小于 0.05 mm),使得參與磨削的砂輪磨粒較少。由面齒輪磨削溫度場模型可知,較少的磨粒以及較小的切深,決定了面齒輪的磨削溫度較低,導(dǎo)致齒面熱 應(yīng)力較小。對比齒面熱應(yīng)力,齒面機械應(yīng)力占據(jù)主導(dǎo)地位。根據(jù)機械殘余應(yīng)力和熱殘余應(yīng)力的疊加效應(yīng),可知齒面殘余壓應(yīng)力增大。
(2)隨著砂輪速度的增大,齒面殘余壓應(yīng)力減小。這是由于隨著砂輪速度增加,單位時間內(nèi)參與磨削的磨粒數(shù)量增多,單顆粒的未變形切屑厚度減小,磨削力減小,機械應(yīng)力減小。然而,處于滑 擦和犁耕階段的磨粒數(shù)量增加,摩擦產(chǎn)熱增多,磨削溫度升高,齒面熱應(yīng)力隨之增大。根據(jù)機械殘余應(yīng)力和熱殘余應(yīng)力的疊加效應(yīng),可知齒面殘余壓應(yīng)力減小。
(3)隨著工件速度的增加,齒面殘余壓應(yīng)力增大。這是由于隨著工件速度的增加,單顆磨粒的未變形切屑厚度增大,磨削力增大,磨粒對齒面表層的擠壓力增大,機械應(yīng)力增大。而磨削接觸區(qū)域 與工件的接觸時間變短,傳遞到工件的磨削熱減少, 齒面溫度降低,熱應(yīng)力隨之減小。根據(jù)機械殘余應(yīng)力和熱殘余應(yīng)力的疊加效應(yīng),可知齒面殘余壓應(yīng)力增大。
(4)隨著砂輪分度角的增大,齒面殘余壓應(yīng)力減小。這是由于隨著砂輪分度角的增大,參與齒面磨削的磨粒數(shù)量增多,根據(jù)面齒輪磨削溫度場模型可知,較多的磨粒熱源提高了磨削溫度,齒面熱 應(yīng)力隨之增加。而單顆磨粒的磨削力并未變化,機械應(yīng)力并未顯著改變。根據(jù)機械殘余應(yīng)力和熱殘余應(yīng)力的疊加效應(yīng),可知齒面殘余壓應(yīng)力減小。
同理,在 Design Expert 統(tǒng)計軟件內(nèi)分別得到了齒面頂部區(qū)域和齒面根部區(qū)域的齒面殘余應(yīng)力的響應(yīng)曲面模型,分別用 g1 和 g3 表示:
g1 和 g3 的 P 值均小于 0.000 1,R2 分別為 0.978 0 和 0.983 2,證明了響應(yīng)曲面模型的有效性。
基于粒子群智能算法的多目標(biāo)優(yōu)化
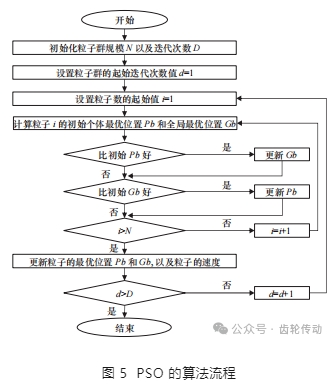
PSO 是一種基于群體智能的優(yōu)化算法,靈感來源于鳥群、魚群等生物群體的行為。PSO 通過模擬群體中個體的社會行為和個體之間的合作,以尋找問題的最優(yōu)解。PSO 的基本原理是通過模擬粒子在解空間中的移動來尋找最優(yōu)解。在 PSO 中,每個粒子代表一個潛在的解,它在解空間中搜索,并根據(jù)自己的歷史經(jīng)驗和群體的經(jīng)驗進(jìn)行位置的更新。每個粒子都有一個位置和速度,根據(jù)其個體最優(yōu)解和群體最優(yōu)解進(jìn)行調(diào)整,從而逐漸收斂到最優(yōu)解附近。PSO 的算法流程,如圖 5 所示。PSO 具有全局搜索能力強、自適應(yīng)性強、并行性強、簡單且易實現(xiàn),以及不易陷入局部極值等優(yōu)勢,廣泛應(yīng)用于目標(biāo)優(yōu)化問題。
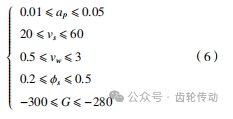
根據(jù)建立的齒面殘余應(yīng)力響應(yīng)曲面模型,以最大殘余壓應(yīng)力和齒面均勻的殘余壓應(yīng)力,以及較高的加工效率作為優(yōu)化目標(biāo),對面齒輪展成磨削工藝參數(shù)進(jìn)行多目標(biāo)優(yōu)化。為了降低優(yōu)化目標(biāo)的復(fù)雜性,將面齒輪的齒面分為齒頂、齒中和齒面 3 個部分,再分別求解優(yōu)化工藝參數(shù)。同時,需要增加殘余壓應(yīng)力的約束條件,即整個齒面的殘余壓應(yīng)力約束在 −300 MPa<gi<−280 p="" 3。優(yōu)化目標(biāo)可以表示為<="" 2,="" i="1," mpa,其中=""> </gi<−280>
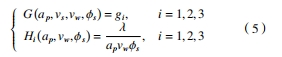
式中:λ 表示常數(shù),可根據(jù)齒面材料余量、齒輪寬度和齒輪展成總角度確定。約束條件可以表示為
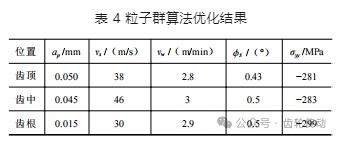
通過粒子群優(yōu)化算法,得到了齒頂、齒中和齒根區(qū)域的磨削工藝參數(shù)及對應(yīng)的齒面殘余應(yīng)力,見表 4。
三、面齒輪表面殘余應(yīng)力的優(yōu)化方法驗證
在齒面殘余應(yīng)力檢測過程中,采用準(zhǔn)直管的光孔直徑為 2 mm,在齒面、齒中和齒根區(qū)域分別選取一處測量位置,測量 3 次后取平均得到了齒面 y 方向和 x 方向的殘余應(yīng)力,如圖 6 所示。由圖可知,齒頂、齒中和齒根區(qū)域的 y 方向殘余應(yīng)力分別為 −278.5、−289.6、−303.8 MPa。對比表 4 中結(jié)果,相對誤差分別為 0.89%、2.33%、1.61%。
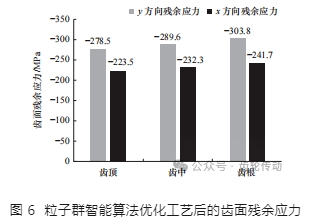
由測量結(jié)果可知,優(yōu)化后的齒面 y 方向的殘余應(yīng)力介于−303.8~−278.5 MPa,齒面 x 方向的殘余應(yīng)力介于−241.7~−223.5 MPa,有效提高了齒面殘余應(yīng)力的分布均衡性,實現(xiàn)了對面齒輪表面完整性關(guān)鍵特征的優(yōu)化調(diào)控。同時,磨削機動時間縮短 14% 以上,有效提高了加工效率。
四、結(jié)語
本文提出了以齒面磨削實驗數(shù)據(jù)為數(shù)據(jù)驅(qū)動的面齒輪表面殘余應(yīng)力優(yōu)化方法。以磨削工藝參數(shù)為優(yōu)化變量,以獲取需要的齒面殘余應(yīng)力和較高的磨削效率為優(yōu)化目標(biāo),解決了面齒輪表面殘余應(yīng)力的優(yōu)化問題。根據(jù)本文的研究內(nèi)容,可以得到如下結(jié)論:
(1)齒面殘余壓應(yīng)力與磨削深度和工件速度呈正相關(guān),與砂輪速度和砂輪分度角呈負(fù)相關(guān)。從敏感性角度分析,齒面殘余應(yīng)力對磨削深度的敏感性最大,其次是砂輪分度角,而齒面殘余應(yīng)力對砂輪速度和工件速度的敏感性相對較小。
(2)使用粒子群智能優(yōu)化算法,獲得了齒面均勻且表面殘余應(yīng)力約束在−300 MPa<σyy< −280 MPa 范圍內(nèi)的磨削工藝參數(shù),而實際測量值為−278.5 MPa <σyy<−303.8 MPa。對比結(jié)果表明,基于粒子群智能算法的多目標(biāo)優(yōu)化模型的相對誤差介于 0.89%~1.61%,證明了面齒輪展成磨削表面殘余應(yīng)力優(yōu)化方法的有效性。
參考文獻(xiàn)略.