螺旋錐齒輪是廣泛應用于航空動力傳動及運載工具等高端裝備中的核心基礎零部件,其高精密制造、加工誤差補償一直以來都是熱點難點問題。在實際加工中,機床的幾何誤差、跟隨誤差等因素導致螺旋錐齒輪加工誤差產生,對其接觸性能、使用壽命、傳動精度產生諸多不良影響。Litvin等系統研究了加工參數變化對于螺旋錐齒輪嚙合特性等性質的影響,提出了基于線性回歸算法的齒面優化模型,但其求解精度穩定性低、求解效率有待提高。為了增強求解穩定性,Shih提出了序列二次歸納法,解決了雅克比矩陣的病態問題,但加工參數耦合作用導致的數值 求解不穩定問題仍被忽略。Gabiccini及蔣進科等基于齒面ease-off修正理論以準雙曲面齒輪為研究對象,分別進行了傳動誤差變 化規律的研究及多目標優化設計的研究。李麗霞等從數學角度研究了加工參數與大輪齒面形狀的關系,但實際加工中通常不修正大輪,這一研究成果具有局限性。精密測量儀器與技術的廣泛應用,使螺旋錐齒輪加工誤差補償有了進一步發展。唐進元等基于三坐標測量儀,研究了銑削加工的螺旋錐齒輪齒面加工精度控制方法。丁撼等提出了考慮齒面微觀形貌的拓撲優化方法,其提出了帶 Dog-leg步的置信域算法但其求解效率仍舊有待提高。彭山東等基于6δ原則探討了螺旋錐齒輪形性協同參數反調問題。以上研究雖然取得了一定進展,但對螺旋齒錐齒輪雙重螺旋法加工齒面的高精度反調修正方法研究工作文獻較少、尚待深入研究。
本文通過建立螺旋齒錐齒輪雙重螺旋法加工精確數學模型,提出一種參數驅動的雙重螺旋加工參數修正方法,并通過一對工程齒輪實際加工試驗,驗證了這一方法的可行性。本文方法可為螺旋錐齒輪加工參數反調提供幫助。
一、螺旋錐齒輪雙重螺旋法加工齒面建模
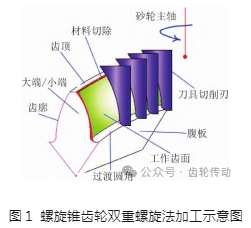
螺旋錐齒輪齒面建模是建立加工參數與齒面映射關系的過程。雙重螺旋法通過刀盤模擬“假想平頂齒輪”運動,由刀具切削刃在齒坯上形成齒形完成加工,如圖1所示。
基于坐標變換,建立刀具與工件的坐標轉換關系 Mbc。螺旋錐齒輪加工過程可以表示為
式中:F(ξ)為刀具在加工過程中形成的一系列曲面;r(u,θ)為刀具數字化表達,u為高度方向變量,θ 為回轉變量;φ為機床運動基本參數,表示刀具旋轉步長;ξ為螺旋錐齒輪雙重螺旋法的加工參數,ξ=[q,SR,EM ,XD,XB,γm,Rai,m,j,χHL];q 為角向刀位;SR 為徑向刀位;EM 為垂直輪位;XD 為水平輪位;XB 為床位;γm 為安裝角;Rai為刀轉角;mc 為滾比;dq 為刀具傾角;χHL為螺旋修正系數。根據嚙合原理,聯立方程組,螺旋錐齒輪雙重螺旋齒面參數化模型可以表示為

式中:n 為加工表面上任意一點的法矢;v為刀具與工件的相對速度;· 為標量積符號;× 表示矢量積符號。式(2)為螺旋主齒輪齒面隱式表達。將齒面投影范圍設置為邊界條件,通過合理的齒面均勻化手段,進行齒面網格化處理,逐點求解。
二、參數反調修正優化算法
齒面誤差控制模型
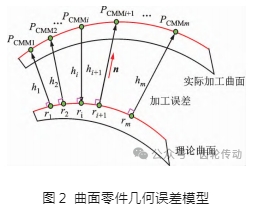
加工誤差是指刀具實際形成的包絡面與工件理論輪廓之間的偏差,圖2所示為曲面零件幾何誤差模型。基于精密測量技術對實際曲面進行離散網格測量,得到實際加工曲面采樣點 PCMM ,根據采樣點精確擬合出實際加工曲面。基于齒面參數化模型,離散化求解得到理論齒面點r1,r2,…,rm,理論齒面點的擬合結果即為理論曲面,實際加工曲面與目標曲面的法向距離hm 即為加工誤差。
建立以機床加工參數為設計變量的曲面加工誤差模型

實際生產中,通常約束式 (3)中|hi|≤0.005 mm。式(3)中:i表示第i 個采樣點;r((μ,θ,φ)i,ξ)、n((μ,θ,φ)i,ξ)為采樣點對應的理論曲面離散點徑矢及法矢

誤差補償策略
理論上,加工誤差是機床加工參數微小變化導致誤差的疊加,因此考慮加工誤差的真實齒面可以表示為
式中:ξe =ξ+Δξ= [q0 +Δq,SR0 +ΔSR,EM0 + ΔEM0,XD0 +ΔXD,XB0 +ΔXB,γm0 +Δγm,Rai0 + ΔRai,m0+Δm,j0+Δj,χHL0+ΔχHL]。通過調整加工參數可以實現齒面加工誤差的補償,然而優化變量過多會降低誤差補償效率。采用敏感性分析方法定量描述加工參數對加工誤差的影響,制定合理的優化策略非常必要。這一定量描述通常被稱為敏感性系數,參數敏感性系數越大,對模型輸出影響越大。基于 Morris法評估加工參數敏感性,通過對加工參數進行多次隨機變化采樣,計算并求其平均值,用來評估其敏感性。本文采用齒面誤差控制模型輸出對輸入變量的一階偏導數與對應法矢的點乘結果作為敏感系數
式中:i∈[1,n],n 為曲面離散點數量。對式(6)進行計算,得到全部曲面點關于各項機床參數的敏感系數組成的雅克比矩陣,稱為曲面采樣點隨各項加工參數變化的敏感系數矩陣
式中:j∈[1,m],m 為機床設置參數數量。幾何誤差模型可改寫為
為便于排序,求每一個機床參數的綜合敏感系數,可得
對綜合敏感系數進行排序,選取敏感性最大的 3~5個的加工參數作為優化變量。由于雙重螺旋法加工過程中,凹凸面具有較強的耦合效應,在制定優化策略時優先考慮工作面(通常為小輪凹面與大輪凸面)的參數敏感性。
參數反調優化算法
式(3)具有強烈的非線性方程性與超越穩定性,為了克服求解 min(h)時非線性特性導致雅克比矩陣病態或奇異引起的求解不穩定問題,將式(3) 表達成非線性最小二乘問題

考慮到螺旋錐齒輪誤差補償問題的強烈非線性特性,為了提高結果穩定性,以改進的 L-M 方法作為優化算法。基本思路是在每一次迭代時求解
式中:Δξk+1、Δξk 分別為第k+1次循環和第k次循環求得的反調量;Fk 為 第k次循環的目標函數值(即預測誤差);Jk 為第k次循環的敏感系數矩陣;λk 是為了克服JkTJk 所帶來不良矩陣的非負參數。
L-M 方法有線搜索及信賴域搜索兩種搜索思想。本文基于信賴域搜索思想,在每次迭代時,在當前迭代點的信賴域內找到一個試探解,這一解將用于反饋調節信賴域。值得注意的是,L-M 方法通過調節迭代參數λk間接調節信賴域半徑,選取合理的迭代參數 λk有利于其發揮作用。Yamashita 和 Fukshima提及過可以選取λk=‖Fk‖2 的方式,而Fan和 Yuan則選取λk=‖Fk‖。固定的信賴域調節系數會給求解帶來問題,當加工精度調整到接近最優解集時,λk 容易因為過小而失去作用。引入阻尼系數μ,增強 λk 的調節作用。當加工精度接近目標值,借助阻尼系數放大迭代參數,使求解更穩定。從實際下降量與模型下降量的匹配程度及當前精度與目標值的距離兩方面來更新阻尼系數,以完成迭代參數λk 的評價和控制,定義如下
式中:rm 為實際下降量與模型下降量之比;hmax = max(hi),表示曲面殘余誤差最大值;hgoal為優化目標,即預設曲面最大誤差。在進行優化參數計算時還考慮以下3個問題:一是確保修正后的加工參數可用于實際加工,需要在避免傳統 L-M 方法導致的過度調整,采取2個舉措(①識別越界參數,將其賦值為上一次迭代結果;② 在優化策略中去除該參數);二是在計算過程中,傾向于選擇誤差最大值減小的結果,所以對于信賴域半徑的調節要進行綜合考慮;三是為了平衡控制精度、效率與穩定性,需要根據初始誤差設置優化精度。
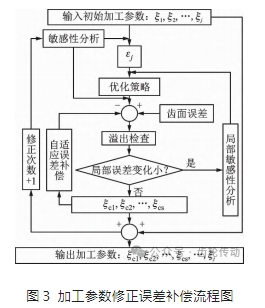
加工參數修正誤差補償流程
加工參數修正基本流程如圖3所示。第一步,輸入原始加工參數。第二步,進行算法初始化,根據誤差模型進行加工參數敏感性分析,得到每一個加工參數的綜合敏感性系數εj,進行排序;接著將敏感性強的s(通常取3~5)個參數以變量形式計入優化方案,保留敏感性較弱的參數;制定出優化策略。第三步,利用參數反調算法進行精確求解,求解完成后需要對當前優化結果進行驗證,需要檢查當前加工參數是否溢出邊界,能否滿足加工要求;在此基礎上,還需要檢查是否存在局部誤差補償能力不足的情況,若存在,則需進行局部敏感性分析,調整優化策略;最后將優化后的參數與保留參數以矩陣形式統一輸出,稱為補償后的加工參數。在反復調整加工參數以達到補償加工誤差的過程中,可以選擇更多的加工參數參與誤差補償提高算法的誤差補償能力。
三、結果與討論
算例
以工程實際中一對高精度螺旋錐齒輪副作為應用實例,表1為該對齒輪的初始加工參數,包含刀盤參數和機床加工參數。通過修正機床加工參數完成補償加工誤差。
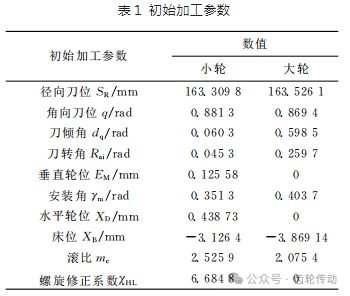
圖4為小輪齒面離散點,包含工作面和根尖圓角兩部分,藍色部分為工作齒面區域,紅色部分為齒根圓角區域。圖中顯示雙重螺旋法加工一次加工形成的完整齒槽的凹凸兩面。圖 5 為齒輪副三維模型:圖5a、圖5b分別為小輪、大輪三維模型;圖5c為齒輪副裝配模型圖。
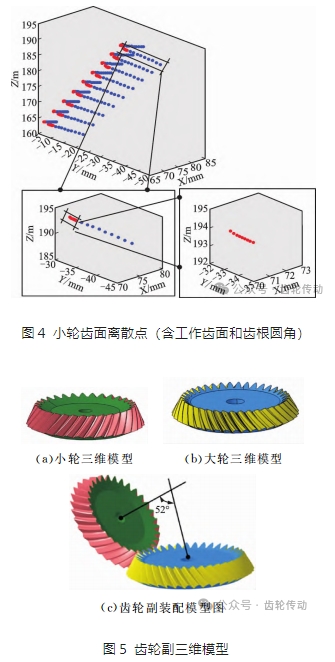
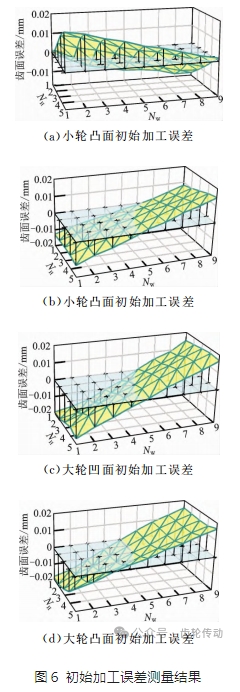
圖6為初始加工誤差測量結果,其中 NH 為沿齒高方向齒面點編號,NW 為沿齒寬方向齒面點編號。圖6a、6b分別為小輪凸面、凹面誤差測量結果;圖6c、6d分別為大輪凸面、大輪凹面誤差測量結果。
優化結果及討論
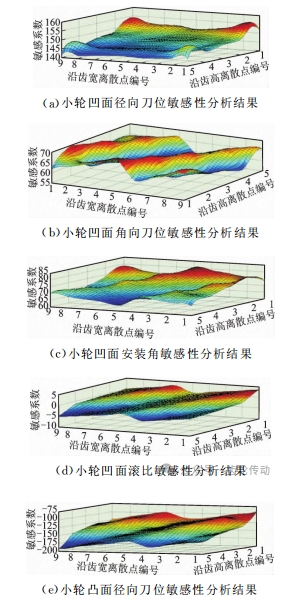
對初始加工參數進行敏感性分析,選擇優化變量。由于螺旋錐齒輪齒面形狀較為復雜,為了讓最終的敏感性分析結果充分體現出該參數對全齒面的影響力,選擇齒面上5×9個齒面點求敏感系數,構成敏感系數矩陣。
圖7為部分加工參數的敏感性分析結果,雙重螺旋法同時加工兩側齒面,需要考慮兩側齒面對于加工參數的敏感性。由圖5可知,對于小輪,加工參數對齒面不同點的影響能力有所區別,凹凸面兩側的敏感性也不同。徑向刀位增大會導致凹面全齒面誤差增大,凸面誤差減小,按照優先修正凹面加工誤差的原則,在修正時選擇徑向刀位增大的方向;角向刀位增大,凹面加工誤差均增大,凸面加工誤差趨勢相反;安裝角增大,凹凸面加工誤差均增大,且其影響能力對凹面加工誤差更強;滾比對齒頂與齒根兩個方向的齒面點齒面誤差敏感性更強。

按照式(8)計算綜合敏感性系數εj,繪制散點圖如圖8所示,可以觀察到徑向刀位(SR)、角向刀位(q)、安裝角(γm)、滾比(m)對應的敏感系數偏離零點更遠,具有更大的敏感性,故作為本次優化過程中的優化變量。經過調整優化后的加工參數如表 2 所示。

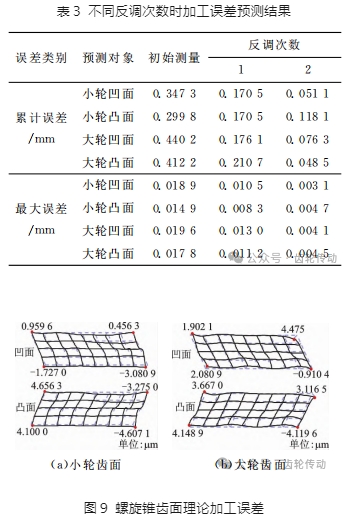
本文分別從累計誤差的下降量及最大誤差下降量來評估誤差補償效果,預測殘余誤差的統計結果如表3所示。由表3可見:第一次反調后,累計誤差與最大誤差均減小,但最大誤差大于0.005mm 不符合實際需求;兩次反調后小輪凹、凸面累計誤差分別減少了85.29%和60.59%,最大誤差分別減少了 83.7%和68.75%;大輪凹、凸面累計誤差分別減少 了 82.66% 和 88.02%,最大誤差分別減小了 78.79%和75%,說明該方法有效。圖9為螺旋錐齒輪齒面理論加工誤差擬合圖,可以看到擬合后的殘差曲面均勻連續,齒面殘余誤差均能控制在 0.005mm 內。
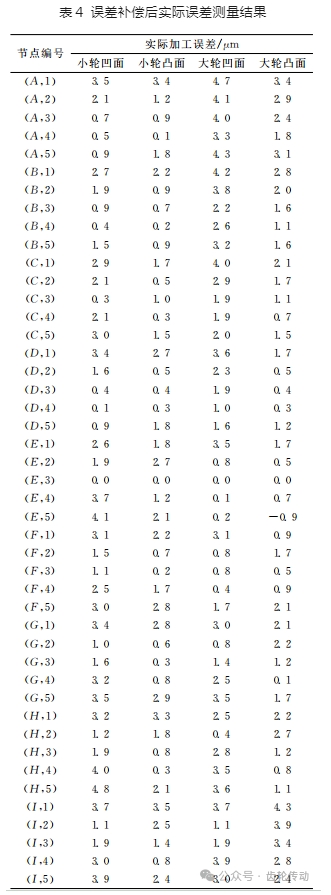
用補償后的加工參數進行加工驗證,如圖10所示。基于格里森測量機對加工誤差進行測量,實際齒面誤差測量結果如圖11所示。圖11為網格劃分示意圖,表4為加工參數修正后小輪、大輪的實際誤差測量結果。與優化前測量結果對比,可知小輪凹面、凸面加工誤差最大值分別為3.5μm、4.8μm,降低了81.5%、67.8%;大輪凹面、凸面加工誤差最大值分別為4.3μm、4.7μm,降低了78.1%、73.6%。齒面誤差得到了有效減小,滿足實際工程需求。
四、結論
本文提出了針對螺旋錐齒輪雙重螺旋加工的一種加工誤差控制方法,通過加工參數反調來補償加工誤差;基于改進的 L-M 算法建立加工參數優化算法,克服了傳統方法中雅克比矩陣病態或奇異的問題;根據加工誤差對不同加工參數的靈敏度,選擇合適的加工參數進行優化,有效提高了優化效率。從優化結果分析可以看出:本文方法能夠高效地實現螺旋錐齒輪磨削加工精度的控制與優化,能在較少的反調次數內,有效提高實際加工齒面與理論設計齒面的貼合程度;通過調整加工參數對加工誤差進行補償后,最大殘余誤差不超過5μm,得到滿足實際磨齒加工需求的加工參數。本文工作為雙重螺旋法螺旋錐齒輪齒面高精度加工提供了一種誤差補償新思路,在理論方法與工程應用上均有一定參考價值。
參考文獻略.