
仿形磨削具有多功能性,可用于存在間隙問題而無法進(jìn)行其他磨削工藝的齒輪。
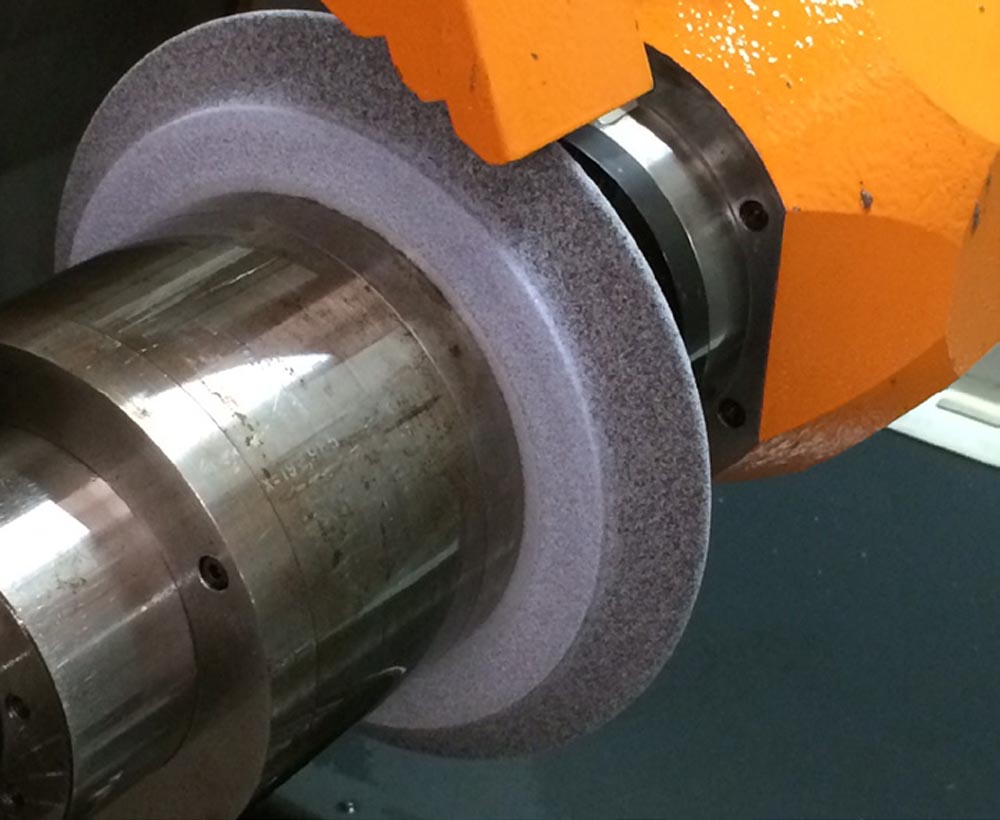
齒輪齒形磨削,也稱為成型磨削,是齒輪制造中使用的一種精加工方法。它涉及使用陶瓷結(jié)合劑磨輪來修改或校正齒輪齒形,通常在熱處理后進(jìn)行。砂輪在兩個相對的齒之間運行,同時磨削兩個表面。
與齒輪切削相比,該工藝可以提供更精確的齒面光潔度并提供更多的多功能性,因為它能夠制作特定的、獨特的輪廓,或者通過對砂輪進(jìn)行所需的修正或修改來進(jìn)行輪廓修正。在大多數(shù)應(yīng)用中,使用 1 型或 4 型輪。機(jī)器和齒輪的幾何形狀將決定車輪的尺寸。
仿形磨削用于磨削內(nèi)齒輪和外齒輪,具有獨特的多功能性。它可用于存在間隙問題而不允許進(jìn)行其他磨削工藝(例如連續(xù)展成齒輪磨削)的齒輪。通常,成型磨削用于精加工較大的齒輪齒,例如大于模數(shù) 5 的齒輪齒。這種類型的磨削用于生產(chǎn)各種行業(yè)(從汽車和航空航天到農(nóng)業(yè)和能源)的多種類型的齒輪。對于某些應(yīng)用來說,齒輪可能相當(dāng)大,例如直徑超過 30 英尺的采礦和巖石破碎應(yīng)用。然而,這種方法在較小的模塊上也被證明是成功的,特別是當(dāng)齒輪質(zhì)量至關(guān)重要或進(jìn)行特殊研發(fā)、小批量生產(chǎn)時。
由于涉及質(zhì)量要求,仿形磨削可能是一個勞動力和成本非常密集的過程,使其成為制造商整體齒輪生產(chǎn)的關(guān)鍵部分。因此,選擇合適的砂輪并遵循最佳實踐非常重要,這將有助于縮短周期時間、降低燒傷風(fēng)險并優(yōu)化這些操作的質(zhì)量。

Weiler Abrasives 的高性能仿形砂輪,顯示出砂輪的高孔隙率。這些高性能車輪提供更好的形狀保持和更長的車輪壽命。

已修整輪廓的輪廓磨輪示例。

一些成型磨輪是由制造商預(yù)先成型的,如 Weiler Abrasives 的高性能成型磨輪示例所示。
輪廓磨削基礎(chǔ)知識
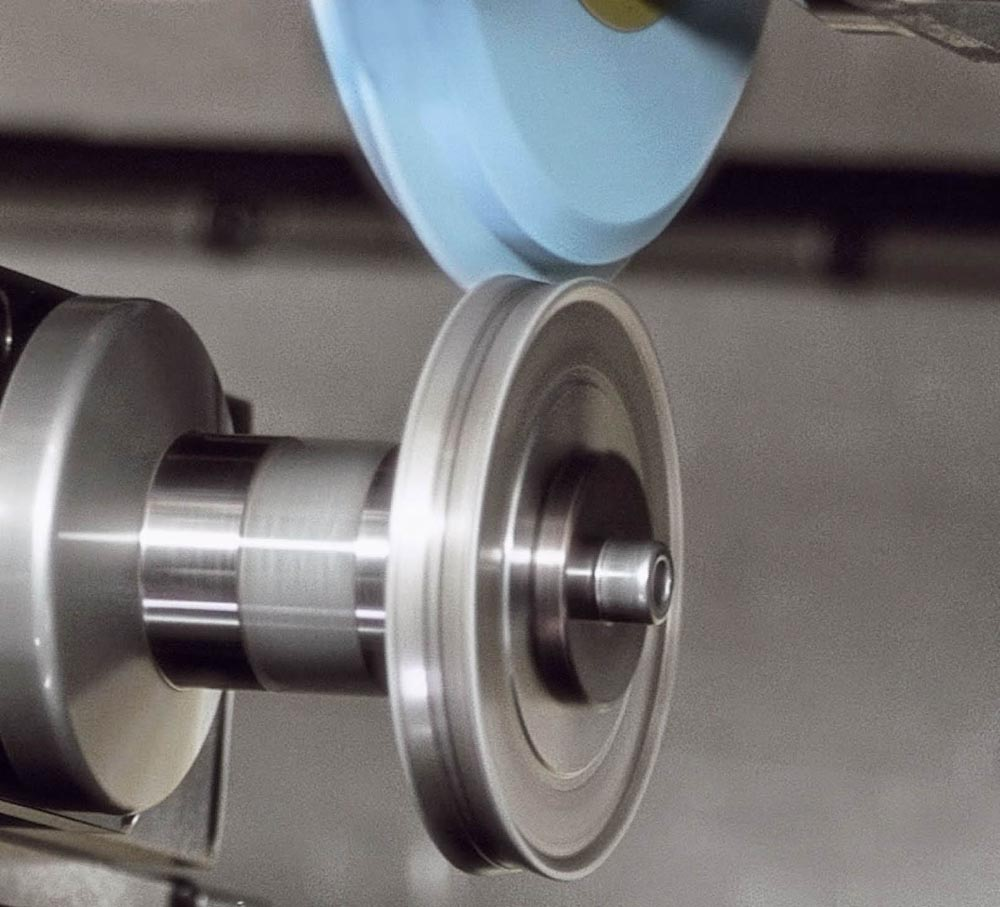
齒輪齒形磨削是一個不連續(xù)的過程,同時逐個間隙地磨削右齒輪齒面和左齒輪齒面。砂輪按照被磨齒輪的精確尺寸進(jìn)行修整。大多數(shù)機(jī)器使用安裝在砂輪后面、砂輪頂部或砂輪下方的旋轉(zhuǎn)金剛石修整器。在此過程中,修整器和砂輪(或兩者的組合)在多個軸上移動以實現(xiàn)所需的齒輪齒形。與通過展成運動產(chǎn)生輪廓的連續(xù)展成齒輪磨削相比,在此過程中,輪廓是通過砂輪中修整的輪廓形狀產(chǎn)生的。這有助于提供更高的輪廓精度。
大多數(shù)時候,齒輪磨削是制造過程的最后一步。磨削后,齒輪通常準(zhǔn)備好進(jìn)行組裝。此過程中使用的機(jī)器因制造商和尺寸而異。有些機(jī)器能夠在外殼內(nèi)磨削直徑達(dá) 20 英尺的齒輪。其他機(jī)器是為較大的生產(chǎn)批次而制造的,并且可以配備自動裝載和卸載功能,盡管大多數(shù)進(jìn)出研磨機(jī)的材料處理通常是通過起重機(jī)手動完成的。
輪廓磨削的挑戰(zhàn)
有幾個挑戰(zhàn)可能會影響成型磨削的周期時間和質(zhì)量。這些包括:
● 磨削燒傷: 燒傷通常是成型磨削中最關(guān)鍵的質(zhì)量要素。如果管理不當(dāng),燃燒會導(dǎo)致廢品并增加周期時間。
● 形狀保持: 砂輪的形狀保持能力是下一個最重要的質(zhì)量要素,它對循環(huán)時間和齒輪幾何形狀有直接影響。
● 操作員技能水平: 操作員具備仿形磨削方面的齒輪知識和機(jī)器培訓(xùn)至關(guān)重要。尋找、培訓(xùn)和留住這些操作員可能具有挑戰(zhàn)性。
● 砂輪壽命: 選擇能夠滿足所有質(zhì)量要求同時又能提供最長刀具壽命的砂輪非常重要。使用正確的磨削策略有助于延長砂輪壽命。這使得仿形磨削操作員的應(yīng)用培訓(xùn)對于確保他們使用正確的磨削策略尤其重要。
● 參數(shù)錯誤: 必須首先確定總體磨削策略,然后才能編程或調(diào)整機(jī)器參數(shù)。在仿形磨削過程中使用不正確的編程參數(shù)可能會導(dǎo)致循環(huán)時間增加、齒輪質(zhì)量差、齒輪生產(chǎn)中燒毀和廢品增加。咨詢應(yīng)用工程師(例如 Weiler Abrasives 等磨料制造商的應(yīng)用工程師)可以改善結(jié)果。
● 生產(chǎn)瓶頸:仿形磨削工藝可能是瓶頸的根源。例如,非常大的齒輪或固體磨削操作可能需要 2 到 12 小時的循環(huán)時間。對砂輪本身進(jìn)行戰(zhàn)略性改變或者參數(shù)調(diào)整可能會將時間縮短一半或更多。
磨料產(chǎn)品選擇
選擇砂輪時,有多種配方可供選擇。根據(jù)齒輪硬度、尺寸和精加工方法的不同,不同的輪子會產(chǎn)生不同的結(jié)果。其他需要考慮的因素包括車輪尺寸(寬度和直徑)以及額定速度。不同類型的砂輪可提供不同的切割性能、耐用性和產(chǎn)品壽命。
通常,成型磨削操作選擇使用氧化鋁顆粒或高性能陶瓷顆粒的開孔陶瓷結(jié)合劑砂輪。這與連續(xù)生成齒輪磨削中使用的砂輪不同,后者通常使用普通或非誘導(dǎo)孔隙砂輪。對于成型磨削,最好使用具有誘導(dǎo)孔隙或非常大孔隙的砂輪,以降低損壞或報廢零件的風(fēng)險(這會增加相當(dāng)大的操作成本),因此使用正確的砂輪進(jìn)行作業(yè)非常重要。即使操作沒有以最大能力運行砂輪,選擇正確的砂輪也有助于避免災(zāi)難性的結(jié)果。如果齒輪在安裝和使用后出現(xiàn)故障,一個錯誤的砂輪可能會給公司造成數(shù)千美元甚至更多的損失。
尋找能夠評估您的應(yīng)用要求并生產(chǎn)可提供優(yōu)化性能的成型磨削砂輪的磨料制造商。優(yōu)質(zhì)制造商可以設(shè)計各種粒度和磨粒類型的定制磨輪,適合與各種數(shù)控機(jī)床一起使用。
使用錯誤的砂輪進(jìn)行成型磨削可能會增加相當(dāng)大的操作成本。此示例顯示了成型磨輪上的極端負(fù)載,因為該磨輪選擇了錯誤的作業(yè)。與應(yīng)用工程師合作可以幫助避免此問題。
輪廓磨削的四個技巧
優(yōu)化仿形磨削的質(zhì)量并縮短周期時間需要注意一些重要的最佳實踐。磨牙策略也起著至關(guān)重要的作用,因此一定要考慮諸如“在需要修整之前我們可以磨多少顆牙齒?”等因素。請記住以下四個仿形磨削技巧:
1. 更好的握姿:
磨削周期中有兩個要素需要考慮:磨削時間和修整時間。循環(huán)中的修整時間可以是三到八分鐘或更長時間。因此,您能更好地保持形狀,您可以在修整周期之間縮短的時間越長,并且周期時間也會越快。這使得仿形磨削操作員的應(yīng)用培訓(xùn)對于確保他們使用正確的磨削策略尤其重要。請咨詢磨料制造商,以配制具有最佳顆粒和結(jié)合劑技術(shù)的砂輪,以最大限度地提高形狀保持力。
2.冷卻切割:
仿形磨削中最關(guān)鍵的質(zhì)量要素是燃燒風(fēng)險。燃燒或回火是指牙齒表面在磨削過程中暴露在非常高的溫度下。這會降低硬度并對齒輪材料產(chǎn)生應(yīng)力,導(dǎo)致破裂,從而導(dǎo)致齒輪故障。大多數(shù)機(jī)器都配備大容量冷卻液系統(tǒng),可提供足夠的淹沒性能,沖走砂輪產(chǎn)生的金屬切屑,并配有高壓噴嘴來清潔砂輪。在選擇砂輪之前,必須滿足這些條件,否則砂輪將無法按設(shè)計運行。切削溫度較低的砂輪可以帶來很多好處。當(dāng)您提高性能和砂輪攻擊力時,選擇溫度較低的切割輪非常重要,以避免燃燒零件和可能的砂輪故障。通過最大限度地提高磨粒從粘結(jié)劑中釋放的精確時間并采用適合作業(yè)的磨粒技術(shù),砂輪可以實現(xiàn)更涼爽的磨削。當(dāng)高性能砂輪可以切割得更冷時,就有可能切割得更快。此外,在磨削前使齒輪毛坯粗加工過程盡可能精確或具有最佳幾何形狀和尺寸將降低質(zhì)量故障的風(fēng)險,并有助于穩(wěn)定磨削操作。
3.通過提高切割量(V'w)來延長砂輪壽命:
切削量是在必須校正幾何形狀之前(也稱為發(fā)生形狀損失時)可以去除多少齒輪齒材料的量度。當(dāng)機(jī)器安裝完畢后,模型被修整到輪子中,齒輪被磨削——因此模型位于齒輪上。車輪上的相同形狀被復(fù)制到齒輪上。在形狀超出公差或不可接受之前可以完成多少次,稱為可實現(xiàn)的切割體積,這是一種體積計算。請記住,周期內(nèi)的著裝時間可能是幾分鐘;因此,可以通過優(yōu)化磨削和修整策略來縮短周期時間。不同的砂輪有不同的切削量。一般來說,經(jīng)濟(jì)型砂輪的切削量較小,而高性能砂輪的切削量非常高。更高的切割量意味著更長的砂輪壽命和更短的循環(huán)時間。通過減少修整間隔時間可以縮短循環(huán)時間。當(dāng)磨削策略正確且優(yōu)化時,您將從高性能砂輪中獲得最佳結(jié)果。
4. 通過高材料去除率 ( Q'w ) 縮短循環(huán)時間:
提高材料去除率 (MRR) 將縮短周期時間。材料去除率是用于了解砂輪去除工件材料的速度的指標(biāo)。值越高,去除率越高。更高的 MRR 可以通過增加庫存量或增加砂輪進(jìn)給速率(或兩者的組合)來實現(xiàn)。Q'w的公式為:
Q'w = (a e * v w )/ 60
在式中,
a e = 材料量,體積單位
v w = 進(jìn)給速率,單位為距離/時間
修整成形砂輪的動作以演示所使用的方法。
根據(jù)所使用的砂輪技術(shù),可能優(yōu)選高進(jìn)給率,而不是低進(jìn)給率和高切削量。這是磨削中常用的因素,通常也是操作員首先提出的問題之一。Q'w公式表明,您可以通過了解如何應(yīng)用正確的砂輪技術(shù)來優(yōu)化毛坯量、進(jìn)給率或兩者來調(diào)整材料去除率。值得注意的是,齒數(shù)較少的齒輪從根部到尖端的輪廓具有可變的Q'w 。由于中齒距到大齒距齒輪從根部到齒尖的齒形角各不相同,因此此類齒輪需要不同的磨削策略來實現(xiàn)質(zhì)量并防止燒傷。與研磨過程的其他要素一樣,Q'w 受到冷卻液系統(tǒng)、齒輪幾何形狀和其他因素的影響。還要考慮到,當(dāng)您提高進(jìn)給率方面的去除率時,可能會給機(jī)器帶來額外的壓力,并導(dǎo)致機(jī)器過早出現(xiàn)故障,從而增加維護(hù)和停機(jī)時間。

開孔陶瓷結(jié)合輪使用氧化鋁顆粒或高性能陶瓷顆粒。對于成型磨削,最好使用具有誘導(dǎo)孔隙或非常大孔隙的砂輪,以降低損壞或報廢零件的風(fēng)險。該圖顯示了磨削后的開孔砂輪,沒有加載跡象。
改進(jìn)輪廓磨削
質(zhì)量和效率對于仿形磨削至關(guān)重要。齒輪應(yīng)用工程師可以在機(jī)器離線并開始設(shè)置之前為特定齒輪設(shè)計磨削策略。與砂輪制造商的應(yīng)用工程師合作將為操作員或刀具工程師提供寶貴的數(shù)據(jù),以針對所提出的特定砂輪技術(shù)設(shè)計具有最佳磨削速率和切削量的磨削程序。他們還可以確定砂輪技術(shù)是否正確,或者是否需要重新設(shè)計或更改。制造商希望在仿形磨削中實現(xiàn)成本效益并縮短周期時間,但首先也是最重要的是,他們必須保持極高的質(zhì)量,因此通過編程進(jìn)行周期預(yù)測至關(guān)重要。