齒輪束焊主要涉及激光束焊接、電子束焊接,兩者同為高能束焊且焊縫同屬熔合焊縫;目前齒輪激光束焊 / 電子束焊是車用變速器承載齒輪與結合齒進行連接的一種主要方法,此種方法的使用范圍很大,應用場景很多。以齒輪束焊進行零件連接代替花鍵連接結構 常應用于結構布置緊湊的零件,生產效率高,成本低。在該技術的開發應用過程中,焊縫缺陷時有發生,直接影響齒輪總成的使用壽命。針對焊接缺陷的防治,在生產過程中顯得尤為重要。本文以激光焊接為例,從齒輪束焊焊縫質量尺寸要求,齒輪束焊焊縫主要常見缺陷種類及防治措施并結合某變速器總成齒輪焊接失效實例分析、驗證等方面進行分析研究,為后續解決焊接失效問題提供改 進方向。
一、變速器齒輪束焊焊縫尺寸 / 形狀要求
由于各個組合齒輪(結合齒與齒輪本體)所要承受的扭矩大小不一致,因此,焊縫的深度及寬度要求也要區別對待。總的原則:保證焊接強度(最大可承載檔位扭矩可按公式 1、2 粗略估算,具體焊接深度以試驗結果而定)的前提下,盡可能減小熔深及焊接寬度,減小焊接熱影響區范圍;焊接焊縫寬度一般應不大于 2.5mm;焊縫對中性要求一般不超過 0.1mm(焊縫對中性差,會導致焊接的有效深度不足,焊接強度降低)。
其中,τ 為許用剪切應力(Pa);A 為焊縫熔合面積,R 為焊縫配合半徑,D 為焊 縫配合直徑,H 為焊縫深度。
焊接工藝調試階段,需要進行充分的工藝試驗并剖切檢查焊接的實物質量,確保焊縫深度、焊縫寬度符合圖紙設計要求,驗證符合要求后最終鎖定焊接工藝參數。焊接后的焊縫表面要求不能有明顯凹陷或凸起,同時焊縫應均勻連續,如圖 1;激光束焊接和電子束焊接的焊縫剖切面形狀類似,但激光束焊接后的熔合線形似拋物線比較平滑,同時焊縫根部過渡平順(圖 2)。如果兩個焊接配合零件之間的配合間隙過大會導致焊接后的焊縫表面整體明顯塌陷;如果兩個焊接配合零件局部間隙過大會造成焊接后局部明顯塌陷。根據焊接類零件設計經驗,齒輪與結合齒焊接配合面應滿足以下要求:1. 軸向定位配合面要求:齒輪定位端面不允許有翻邊毛刺;齒輪定位端面粗糙度 Ra1.6、端跳 0.025。2. 徑向壓裝配合面要求:徑向配合公差 H7/n6;內孔和軸徑粗糙度 Ra1.6、徑跳 0.025;外徑面需切碳層處理,單邊硬車余量不低于熱后有效硬化層深度(550HV1)要求上限的 1.5 倍。

二、齒輪束焊焊接缺陷分析及防治措施
在焊接過程中經常出現外部或內部的缺陷,本文主要介紹以下幾種常見的焊接缺陷:氣孔、裂紋、熱影響區過熱軟化問題等。此外,影響激光焊接焊縫質量的因素還包括焊深不均勻、熔深及焊寬不滿足設計要求,焊縫對中性差等。
氣孔
焊接過程中,原本溶解在金屬中的氣體因冶金反應等因素的影響而析出,在金屬熔融再冷凝時沒有及時溢出熔池從而殘留在金屬中形成氣孔缺陷。焊縫中的氣孔會削弱焊縫的有效工作斷面,同時導致應力集中,降低焊縫金屬的塑性。焊接過程產生氣孔的氣體主要是氫和一氧化碳;氫氣孔一般在焊縫靠近表面處;一氧化碳氣孔位于焊縫內部。產生焊接氣孔的原因很多,主要包括:母材中硫含量過高;焊接位置銹斑嚴重,清潔度不良,雜質多;焊接工藝規范及電流種類選取不合適等;針對產生的原因,制定相應的防治措施:控制母材含硫量;做好零件防銹處理,焊前清洗并烘干處理,保證清潔度及減少雜質;降低焊接冷卻速度及焊接速度,保證合適的熔池存在時間,利于氣體排出。
焊接裂紋
在焊接過程中所產生的裂紋是多種多樣的,本文從產生裂紋的本質上主要介紹熱裂紋、冷裂紋的產生機理及防治措施。
熱裂紋:高溫條件下容易導致熱裂紋的產生,熱裂紋的典型特點是沿著原奧氏體的晶界展開;產生熱裂紋的形態,溫度區間和主要原因由于原材料成分及工藝參數的不同而不同。目前,避免熱裂紋產生的防治措施主要從兩方面著手:1. 原材料冶金方面,控制雜質元素的含量,主要是限制硫、磷、碳、鎳等的含量(此類元素可形成低熔點共晶,而且互相促進偏析);2. 焊接工藝方面,一般采用焊前預熱,焊間使用合適的線能量,焊后緩冷,減緩冷卻速度。
冷裂紋:冷裂紋是焊接生產中較為嚴重且發生概率較高的一種裂紋,往往在焊后冷卻到較低的溫度(鋼的馬氏體轉變溫度附近)下產生,產生部位通常位于焊接熱影響區范圍內。產生冷裂紋的主要影響因素包括過大的拘束應力以及熱影響區容易產生淬硬組織(冷裂傾向大)。其中,拘束應力分類情況:冷卻過程中的熱應力;不均勻加熱產生的熱應力;金屬結晶、相變時由于體積的變化而引起的組織應力;結構自身拘束條件(結構的剛度、焊縫的位置、焊接的順序、構件自重以及夾具的松緊程度等)所造成的應力。
鋼的淬硬傾向主要取決于化學成分,其中碳含量影響最明顯,通常根據碳當量來估算鋼的冷裂敏感性(適用于部分合金,國際焊接學會推薦的碳當量計算公式參照公式 3),當碳當量大于 0.4%,尤其是超過 0.6% 時,淬硬傾向大;在焊縫熱影響區易產生大量高碳粗大馬氏體組織并伴有晶格缺陷,脆硬性大,再加上冷卻速度過快的話,更容易產生裂紋;在齒輪材料特定的情況下,可以通過焊前預熱,焊間控制熱輸入 --- 減小溫度梯度,焊后緩冷 / 緊急熱處理 (降低冷卻速度,減小 / 消除焊接應力,提高抗裂紋性能),來避免冷裂紋的產生。
焊接熱影響區過熱軟化問題
除了前述冷裂紋(高碳馬氏體脆化)通常發生在熱影響區范圍,焊接熱影響區涉及的另一主要問題為:熱影響區高溫過熱導致組織回火軟化,強度降低,但熱影響區過熱導致材料組織回火后強度降低,因焊接后無法再調質處理而無法解決強度降低問題。為解決焊接熱影響區過熱產生的問題,理想的焊接熱循環應是短的高溫停留時間、慢的冷卻速度;在定義焊接工藝參數時,在滿足焊接質量要求的前提下,應盡量考慮采用小的線能量,短的受熱時間,控制高溫熱影響區溫度在回火溫度以下至少 50 攝氏度。
三、焊接熱影響區過熱問題案例分析
故障問題描述
售后市場反饋某變速器總成存在行駛及怠速異響問題,行駛里程公里數不等;針對返回的問題故障箱進行拆解發現,某檔位從動齒總成內孔表面有裂紋,進一步檢查發現:內孔表面靠近焊縫處存在明顯點蝕痕跡,如圖 3。

失效原因分析
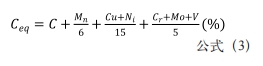
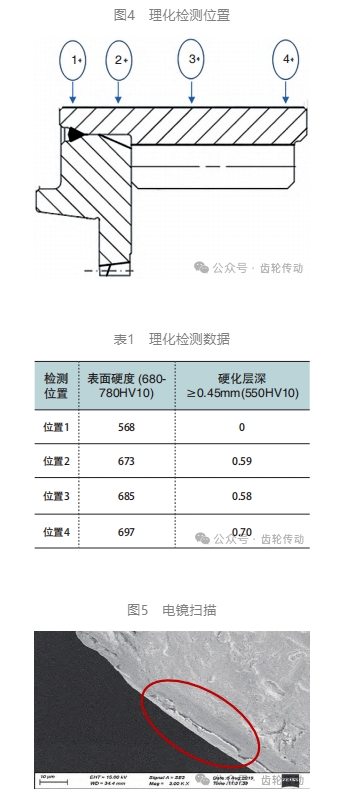
經金相理化檢測發現,焊縫所對應的內孔位置 1 處的硬度及硬化層深數值明顯小于 2/3/4 處(檢測位置如圖 4),檢測結果見表 1;同時結合掃描電鏡斷口分析,靠近焊縫一端的內孔表面有明顯點蝕現象,且表面有明顯的裂紋(圖 5)。綜合各方面因素分析研究,得出引起此次失效的直接原因為:齒輪在受力運轉過程中,由于內孔表面硬度及硬化層深不達標,在與滾針接觸作用下,產生點蝕現象,長期運轉后,點蝕越發嚴重,繼而引發裂紋,最終疲勞失效;導致問題發生的根本原因為:1. 設計焊深時僅考慮焊接強度未考慮焊接熱影響,焊寬焊深過大且焊接熱影響區過熱(受齒輪結構限制,內孔壁厚偏薄,易受焊接熱的影響),大量的焊接熱輻射引起附近內孔回火軟化,導致靠近焊縫一側內孔附近硬度降低,強度下降;2. 設計時未考慮規定熱影響風險區域硬度檢測要求,導致不合格零件流出。
措施驗證效果及經驗總結
根據原因分析,制定了對應的解決措施:1. 減小焊接熱影響:焊深 3mmMin 改為 2-3mm,焊寬 2.5mmMax 改為 2mmMax;2. 焊接區域附近內孔表面增加理化檢測要求。在焊接工藝充分驗證完成后制作零件,完成了 2 臺耐久及 1 臺強化耐久(循環次數增加到 1.8 倍),試驗后進行拆解檢測:樣件顯微鏡檢查內孔表面無點蝕、無裂紋。
通過對此案例的分析研究,總結齒輪與結合齒焊接結構主要參數設計優選原則:1. 焊接直徑:在總成布置允許的前提下,優先按允許的最大焊接直徑進行設計(有利于傳遞更大的載荷);2. 焊接深度:在滿足理論焊接強度的前提下,應設計較小的焊深(有利于焊接工藝及其缺陷的過程控制),同時規定焊縫深度公差 1mm 以內。3. 焊縫位置:焊接位置應避開硬化層深區域,同時要求遠離零件功能區域如齒面、內孔等,避免焊接熱影響對功能區域的硬 度、精度產生不利影響。
四、結束語
隨著齒輪束焊在齒輪焊接加工中應用越來越廣泛,尤其是在結構緊湊的齒輪總成零件上,焊接缺陷的防治顯得越發重要。本文針對焊接質量尺寸形狀要求以及主要缺陷的防治等方面進行了相關闡述,同時結合失效實例進行了分析研究及經驗總結,說明了齒輪與結合齒焊接結構參數的設計準則,為后續設計齒輪與結合齒焊接結構 以及解決類似焊接失效問題提供了一種解決方法。
參考文獻略.