齒輪表面質量對其磨損、密封、潤滑及摩擦等力學性能有直接影響,同時也影響其腐蝕、導熱及導電等物理化學性能。衡量齒輪表面質量的關鍵是齒輪表面有無微小缺陷,指劃痕、劃傷或凹凸等各種損傷。高精度儀表內小模數齒輪的質量和精度直接影響其使用壽命和工作性能。在實際使用中,如果表面的小缺陷尺寸大于允許范圍,會降低工作性能,引發一系列安全問題。因此,為保證高精度齒輪表面質量和安全運行,需對其表面的微小缺陷進行精確測量 。
目前,齒輪缺陷的測量方法主要為接觸測量,不僅技術含量高,而且設備昂貴、靈活性差、工作量大、效率低,不能廣泛應用。因此,有必要尋求新測量方法避免這些缺點。數字化測量法是在條紋投影表面輪廓測量法的基礎上測量零件表面缺陷,該方法由于圖像處理精度較低,誤差波動較大;激光測量法是將準直激光和重心法相結合對采集到的圖像進行處理,通過分析缺陷像素分布獲得缺陷尺寸,這種方法雖然測量結果穩定,仍無法實現高精度測量。
機器視覺是一種先進的非接觸檢測技術,通過機器模擬人眼,實現對被測目標的檢測、識別和測量。其具有高效、非接觸、信息量大、精度高等特點,適用于各種類型工件表面缺陷的測量。基于此,作者提出一種高精密齒輪小缺陷尺寸的智能視覺測量方法,運用機器視覺技術測量高精密齒輪小缺陷,保障高精密齒輪的表面質量與平穩傳動。
一、機器視覺測量結構
由 CCD 面陣傳感器、計算機、高速攝像鏡頭、光源、IMAQ Vision軟件及點視覺激光傳感器等共同構成機器視覺測量整體結構,如圖1所示。
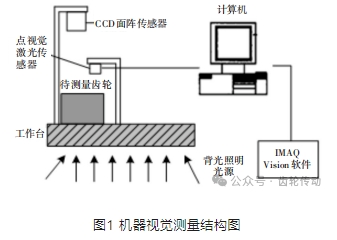
將待測量齒輪置于平臺,用均勻背光照明系統與光學放大系統將待測齒輪通過高速攝像成像于 CCD 面陣傳感器,用點視覺激光傳感器采集齒輪小缺陷位置圖像,并轉換為電信號,即將初始圖像轉變為數字圖像,存儲到計算機,通過 IMAQ Vision 軟件對數字圖像進行處理與尺寸測量。
二、獲取高精密齒輪小缺陷圖像
圖像采集
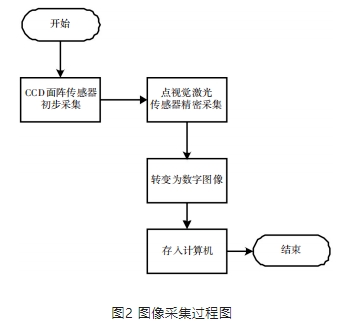
齒輪小缺陷測量的精度要求較高,圖像采集精度對尺寸測量精度有直接影響,用CCD面陣傳感器與點視覺激光傳感器結合方式,提升圖像采集精度。通過CCD面陣傳感器完成對齒輪圖像的初步采集,再用精度為 0.1 μm 的點視覺激光傳感器采集齒輪小缺陷位置圖像,提升圖像采集精度。過程如圖2所示。
圖像濾波除噪處理
由于齒輪微小缺陷的初始圖像具有不同程度的噪聲,會影響邊緣檢測精度,需對其進行濾波和平滑處理,去除噪聲點。用雙邊濾波算法對初始圖像進行濾波和去噪,其表達式:
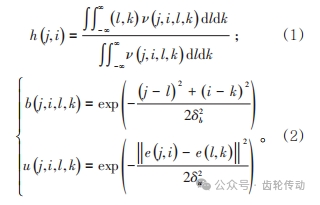
式中:ν (j,i,l,k)為權重系數,由值域核與定義域核的乘積決定;u (j,i,l,k)為值域核;b (j,i,l,k)為定義域核;δ為小波變換;e為小缺陷位置。
分析可知,雙邊濾波能共同將灰度相似性與空域信息考慮在內,具有簡便、非迭代特性,可保邊除噪。
圖像二值化處理
在機器視覺測量中,有價值的信息是齒輪微小缺陷邊緣和形狀。小缺陷圖像經去噪預處理后仍存在大量冗余信息,數據處理量大,且影響邊緣檢測結果。二值圖像處理可有效提高圖像邊緣和尺寸測量精度。
圖像灰度值為 255 或 0,為二值圖像,顯示非黑色或白色。用閾值分割法對去噪后的小缺陷圖像進行二值化,用遍歷法選擇最佳閾值得到二值圖像。
用閾值分割法轉換像素值在0~255區間內,則:
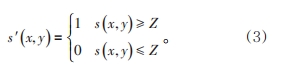
式中:s(x, y)和 Z 為初始灰度圖像與閾值;s′(x, y)為二值化處理后圖像。最佳閾值 Z 選取最重要,遍歷法選取最佳閾值Z的過程:
式中:M1、M2為比閾值 Z 低和比閾值 Z 高的像素數量;ε1、ε2為圖像內前景像素點和后景像素點所占比例;η1、η2為 ε1、ε2的平均灰度;g 和 η 為類間方差和圖像灰度總均值;N×M 為圖像大小。最佳閾值 Z 即為最高類間方差時的閾值。
去噪圖像二值化處理后,圖像信息為 1、0,較大程度降低了圖像的灰度信息,有效降低后續運算量,提升處理效率。
邊緣檢測
圖像邊緣檢測的輪廓越精確,結果越可靠。因此,用IMAQ視覺中具有亞像素細分性能的先進邊緣檢測技術,對圖像進行二值化處理后得到輪廓圖。通過設置亞像素參數和細分級別,將亞像素細分劃分為 1/2~1/12,提高尺寸測量精度。
對圖像輪廓上給定點前后的相鄰像素進行均勻化處理。處理后像素數可作精確的像素距離。其通過設置坡度參數完成。以此得出圖像邊緣輪廓的期望轉換間隔,實現圖像輪廓沿直線操作。設置寬度參數,可設檢測點兩側平均像素數,通過這些平均值間的差值實現對比度精度。邊緣輪廓與參數間關系,如圖3所示。
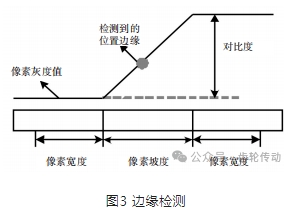
邊界點需沿一維輪廓逐點掃描,找出每點的強度值,對比度高于設定的最小強度值,則存儲該點。從初始邊界點開始,逐點分析,最高對比度值,直到終點邊界點,不同邊界點的返回位置應大于初始邊界點和終點邊界點的1/2或等于初始邊界點。
用 IMAQ Vision 的 IMAQ Edge Tool 函數進行高級邊緣檢測,SubPixel Information、Pixel Coordinates 與 Edge Parameters為檢測時的關鍵參數,坡度、像素寬度與對比度在 Edge Parameters 參數內,默認坡度與像素寬度值分別為2、4。
三、齒輪小缺陷測量
齒輪小缺陷中心點測定
圖像處理后獲取齒輪小缺陷邊緣輪廓,以測量小缺陷尺寸。首先確定小缺陷中心點O,用重心法測定。將初始點設為(0,0),掃描小缺陷圖像像素點,設齒輪小缺陷圖像像素點區間的坐標為(xj ,yj),當(xj,yj)點的像素值為 0 時,(xj ,yj)向(0,0)靠近,(x0,y0 )向(xj ,yj) 靠近,直至(xj ,yj) 和(x0,y0 )重合,初始(x0,y0 )變換為(xj ,yj),即小缺陷像素點坐標(xj ,yj),此時,在(0,0)和非 0 像素(xj ,yj)間生成一條路徑,為獲取該路徑中心點即小缺陷中心點 O,求取該路徑即缺陷尺寸平均值,表達式:
式中:m為變換次數;(xj,yj )符合e(xj ,yj)=0。
齒輪小缺陷寬度測量
齒數、齒間角度、寬度等是規則分布的齒輪工件必備參數,齒數及齒間角度可測量,而寬度無法肉眼識別,需運算,過程:
計算缺陷邊緣點與中心點O(x0,y0)間距rj,將間距 rj中的e(這里的e取決于缺陷的輪廓形狀)個最高值測出,求取這些最高值的平均值,二倍運算后即約等于齒輪小缺陷寬度re,實現齒輪小缺陷寬度測量。
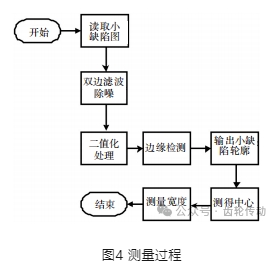
用具備亞像素細分的 IMAQ Vision 處理圖像測量尺寸,可提升圖像處理與測量精度,過程見圖4。
結果分析
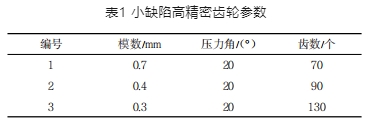
為檢驗本文方法精度,選 3 個相同種類小缺陷的高精密小模數齒輪,用本文方法、數字化測量(文獻方法)及激光測量(文獻方法)小缺陷尺寸,對比 3 種方法測量結果,并與實驗室用接觸測量的結果進行對比。3個高精密齒輪參數,見表1。
采集與處理效果分析:用上述 3 種方法采集小缺陷位置圖像,并進行圖像處理,以齒輪1的小缺陷為例,對比各方法的采集與處理效果,如圖5所示。
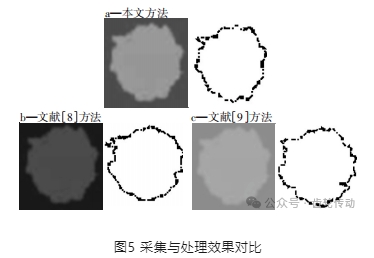
可以看出,3種方法中,本文方法采集的圖像更清晰,處理后的輪廓精度更高,說明本文方法的圖像采集與處理效果更優越,精度更高,可為之后的尺寸測量奠定基礎。
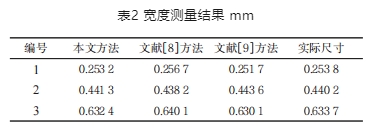
測量結果對比:用3種方法處理圖像后,進行小缺陷的寬度測量,測量結果與實際尺寸,如表2所示。
為更直觀各方法測量精度,繪制測量誤差與相對誤差的對比圖,如圖6所示。
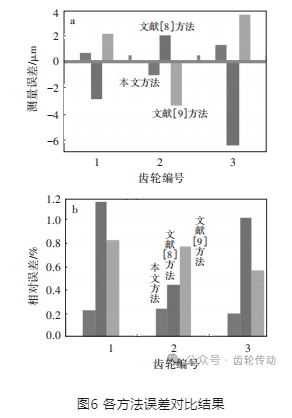
可知,3種方法測量結果與接觸測量的尺寸不同,其中參考文獻方法的測量結果誤差最大,誤差波動也較大,參考文獻方法的測量結果誤差居中,誤差波動不大,本文方法的測量誤差最小,平均測量誤差僅為 0.001 mm,實現了高精度測量。該方法的誤差波動也較小,具有實際應用價值。
四、結論
1)智能視覺測量方法用點視覺激光傳感器與 IMAQ Vision內具備亞像素細分的高級邊緣檢測技術,提升小缺陷圖像采集與輪廓獲取精度,平均測量誤差僅為0.001 mm。
2)用機器視覺技術測量精密齒輪缺陷,結果驗證本文方法圖像采集與處理效果較好,測量精準穩定,圖像處理后的缺陷輪廓精度更高。
3)本文方法測量誤差波動較小,相對誤差約 0.2,實際應用價值高,可節省人工成本。
參考文獻略.