超精加工技術(shù)日益受到國內(nèi)、外同行的重視,其應(yīng)用范圍已延伸到航空航天、國防軍工、風(fēng)電、深海石油鉆井等行業(yè)。筆者一直以極大的興趣在關(guān)注和跟蹤這一技術(shù)。現(xiàn)將對這一技術(shù)認(rèn)識的全過程,并結(jié)合我單位對行星輪系傳動齒輪超精加工的生產(chǎn)實(shí)踐經(jīng)驗(yàn)和超精加工中的注意事項(xiàng)撰寫成文,現(xiàn)將此文奉獻(xiàn)給國內(nèi)的同行以求共進(jìn)。
一、國外行星輪系傳動齒輪的超精加工工藝
1.國外超精加工技術(shù)發(fā)展概況
行星輪系傳動齒輪的超精加工技術(shù)最早起源于美國,其次是歐洲如德國等。美國雷姆技術(shù)公司、奧斯羅有限責(zé)任公司分別采用電化學(xué)陽極溶解的電化學(xué)光整加工技術(shù)和化學(xué)加速振動拋光技術(shù)于2004年在美國申請專利,于2010年專利公開,該項(xiàng)技術(shù)在美國發(fā)展很快。近年來德國的主流工藝,主要采用物理摩擦方式進(jìn)行研磨拋光。通過粗研磨加上精研磨再加拋光實(shí)施齒輪的超精加工。德國采用物理摩擦進(jìn)行研磨拋光的工藝和美國常用工藝相比具有設(shè)備簡單、操作方便、質(zhì)量穩(wěn)定、效果顯著、經(jīng)濟(jì)性好等特點(diǎn)。本文將以德國OTEC為例,重點(diǎn)做以介紹。
2.何為行星輪系傳動齒輪的超精加工?

3.國外行星輪系傳動齒輪的超精加工工藝
①TEREX TR100一級行星輪超精加工的技術(shù)要求
以美國TEREX TR100驅(qū)動橋輪邊減速器一級行星輪的原廠圖紙為例,詳見圖1所示(出于保密,對原圖和超精加工無關(guān)部分進(jìn)行多處刪改)。
件號:15334787;材料:SAE3316(相當(dāng)于國產(chǎn)20Cr2Ni4A);數(shù)量:一級行星輪3個(gè)/單邊輪邊減速器;單重:12kg/件。

技術(shù)要求:
?熱處理:滲碳的有效硬化層深1.27-1.65,淬火后齒部硬度58-62HRC,心部硬度40-45HRC。
‚齒根圓角噴丸強(qiáng)化,噴丸強(qiáng)度0.45A,表面覆蓋率200%,噴丸后表面粗糙度為Ra3.2
ƒ磨齒后齒輪所有部位要求超精加工。表面粗糙度要求0.15um的鏡面狀態(tài),要求整體的觀感統(tǒng)一。
圖1 TR100一級行星輪標(biāo)準(zhǔn)圖
②國外行星輪系傳動齒輪的超精加工工藝
鍛造—鍛后熱處理:去氫退火+重結(jié)晶—粗車—預(yù)備熱處理:調(diào)質(zhì)—半精車—滾齒—穩(wěn)定化處理:去除應(yīng)力—齒廓倒棱—滲碳—兩次高回—淬火+回火—以齒根為重點(diǎn)的噴丸強(qiáng)化—精磨內(nèi)孔和基準(zhǔn)端面—粗磨齒—穩(wěn)定化處理:去除應(yīng)力—精磨齒—鉗工倒棱—清洗—檢驗(yàn)—超精加工—清洗—檢驗(yàn)入庫。
4.有關(guān)TEREX TR100一級行星輪超精加工的說明
①一級行星輪所有的加工表面必須全部超精加工。
②工藝上允許齒輪通過內(nèi)孔一次裝夾定位,先完成除內(nèi)孔之外所有表面的超精加工。然后通過工裝裝夾齒輪的外圓,最后實(shí)現(xiàn)內(nèi)孔的超精加工。
二、德國OTEC拖曳式研磨拋光機(jī)的特點(diǎn)
1.德國OTEC拖曳式研磨拋光機(jī)從本質(zhì)上來說,該設(shè)備是采用物理摩擦的方式進(jìn)行研磨和拋光的專用設(shè)備,其結(jié)構(gòu)詳見圖2所示。

圖2 OTEC研磨拋光機(jī)結(jié)構(gòu)示意圖
2.德國OTEC拖曳式研磨拋光機(jī)的特點(diǎn)
①可調(diào)整角度的驅(qū)動
有15°傾斜角的驅(qū)動裝置將有效改善工件端面以及較復(fù)雜面的加工處理。
②獨(dú)立旋轉(zhuǎn)的驅(qū)動
可根據(jù)主驅(qū)動盤的旋轉(zhuǎn)帶動夾具上的工件做自傳運(yùn)動,從而使工件的各部位的加工更加一致,同時(shí)以更少的加工時(shí)間獲得滿意的效果。也可根據(jù)工件的直徑轉(zhuǎn)速要求選擇相應(yīng)的驅(qū)動。
③全自動工件長度辨識系統(tǒng)
通過鐳射傳感器系統(tǒng)可以精確的測量工件的長度,并對工件插入磨料缸筒深度進(jìn)行準(zhǔn)確的定位,從而保證了工件的加工品質(zhì)和加工過程的安全性。
④雙電機(jī)驅(qū)動系統(tǒng)
通過雙電機(jī)驅(qū)動可以對主驅(qū)動盤的轉(zhuǎn)速及工件的轉(zhuǎn)速單獨(dú)確定互不影響,這樣使加工時(shí)的轉(zhuǎn)速調(diào)整的范圍擴(kuò)大,從而更好的滿足工件的加工需求。
⑤該設(shè)備上配有三個(gè)驅(qū)動工件的旋轉(zhuǎn)軸,一次可同時(shí)安裝三個(gè)相同的工件同時(shí)進(jìn)行研磨或拋光,因此可提高加工效率。
⑥為了保證工件的回轉(zhuǎn)中心和工件旋轉(zhuǎn)軸同軸需事先加工三套工裝,借助工裝連接工件驅(qū)動軸帶動工件旋轉(zhuǎn)。以確保工件加工后與內(nèi)孔中心的同軸度精度不變。
三、德國OTEC物理摩擦方式對TEREX TR100一級行星輪超精加工的工藝要點(diǎn)
1.超精加工工藝特點(diǎn)
加工時(shí)齒輪沉入磨料內(nèi),在裝有磨料的缸筒內(nèi)做環(huán)狀運(yùn)動,通過與磨料顆粒的互相摩擦起到互相研磨和拋光的作用。粗研+精研+拋光的全過程齒輪只需一次裝夾,分三次更換缸桶,用裝有不同的磨料分別進(jìn)行粗、精研磨和拋光。缸桶及磨料不轉(zhuǎn),通過控制系統(tǒng)控制雙電機(jī)驅(qū)動系統(tǒng)實(shí)現(xiàn)齒輪的正、反轉(zhuǎn),帶動和實(shí)現(xiàn)齒輪在磨料缸桶內(nèi)旋轉(zhuǎn),以實(shí)現(xiàn)齒輪的研磨和拋光。
2.加工參數(shù)的設(shè)定
通過控制系統(tǒng)設(shè)定工件驅(qū)動軸正轉(zhuǎn):5分鐘,反轉(zhuǎn):5分鐘,雙電機(jī)驅(qū)動系統(tǒng)工件公轉(zhuǎn):40轉(zhuǎn)/分鐘(大盤),工件自轉(zhuǎn):20轉(zhuǎn)/分鐘(小盤)。
粗研:2小時(shí),精研:0.5小時(shí),拋光:20分鐘。
3.研磨和拋光的工藝要求
①粗研磨
首先將齒輪放入裝有陶瓷磨料DBS6/6見圖3所示的缸桶內(nèi),進(jìn)行最初的粗研磨,使齒輪表面的粗糙度降低到Ra0.08-0.1um左右。
②精研磨
更換缸桶將齒輪放入裝有樹脂磨料KM10見圖4 所示的缸桶內(nèi)進(jìn)行研磨,使表面粗糙度降低到Ra0.04-0.05um左右,同時(shí)這個(gè)步驟也是為了后面的拋光可以達(dá)到更好的光澤效果。
③拋光
再次更換缸桶,將齒輪放入裝有核桃殼磨料H1/300見圖5 所示的缸桶內(nèi)進(jìn)行最后的拋光,上光澤度、表面粗糙度會進(jìn)一步降低到Ra0.03-0.04um左右。
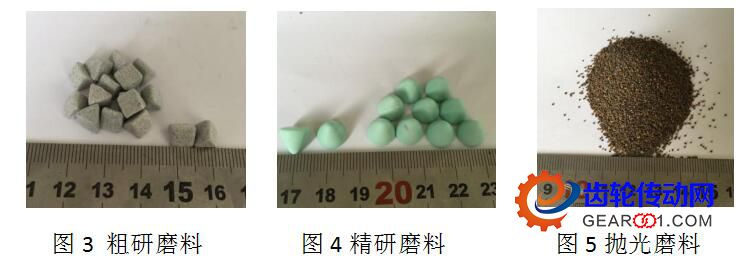
圖3 粗研磨料 圖4精研磨料 圖5拋光磨料
四、德國OTEC超精加工的齒輪和美國TEREX TR100原廠的一級行星輪樣件的質(zhì)量對比.
將OTEC超精加工的齒輪見圖6圖7所示和美國原廠的樣件一起在德國mahr表面粗糙度檢測儀上檢測,其檢測的數(shù)據(jù)列表如下:
單位um


五、行星輪系傳動齒輪超精加工中的注意事項(xiàng)
1.齒輪磨齒加工中的①形位公差精度。②表面粗糙度精度。這兩項(xiàng)精度對后續(xù)的超精加工影響很大。
齒輪磨齒后的形位公差精度和表面粗糙度精度越高,超精加工所需的時(shí)間越短;反之,時(shí)間越長。因此加工中,這兩項(xiàng)精度必須符合圖紙要求或高于圖紙的要求。
齒輪表面粗糙度及形位公差精度的好壞,要納入質(zhì)檢部門檢驗(yàn)范疇予以控制。
2.噴丸強(qiáng)化可有效提高齒根部位的表面粗糙度,是超精加工的質(zhì)量保證。
超精加工的齒輪表面為鏡面狀態(tài),越是鏡面狀態(tài),對缺陷的敏感性越是強(qiáng)烈。以下缺陷對超精加工的影響很大:①機(jī)加工后在齒根部位留下鋸齒狀加工刀痕;磨齒之后在齒根部位出現(xiàn)凸臺。②齒根部位的圓弧和漸開線起始園圓弧吻接光滑程度欠佳(包括過渡部分的圓弧在內(nèi))。③齒根部分的表面不是一個(gè)完整的表面而是由幾個(gè)表面組成。以上缺陷可通過對齒根部位做真正的噴丸強(qiáng)化——起到碾平壓實(shí)的作用,將缺陷對超精加工的影響降低到最小程度。
3.使用專用磨前滾刀提高齒根部位表面粗糙度。
行星輪系傳動齒輪在磨齒中,不準(zhǔn)磨齒根。出于不磨齒根的要求出發(fā),磨齒時(shí)必須采用專用的磨前滾刀。對專用磨前滾刀的要求①使用適當(dāng)加大外徑的滾刀。②使用適當(dāng)增加刀排排數(shù)的滾刀。以實(shí)現(xiàn)充分包絡(luò)滾切,提高齒根表面粗糙度,實(shí)現(xiàn)齒根圓弧吻接。減少鋸齒狀的刀痕。
4.避免齒輪在轉(zhuǎn)序中的磕碰損傷。
對于齒面上因磕碰而造成的凸凹損傷,在超精加工前必須用油光銼或油石將磕碰的突起部位予以消除,才可進(jìn)行超精加工。對于凹入部位嚴(yán)重影響質(zhì)量上的感觀,尤其在拋光后十分顯眼和難看。因此在轉(zhuǎn)序搬運(yùn)中,務(wù)必要做好防護(hù)避免磕碰損傷。
5.為適應(yīng)超精加工的需要,對齒輪公法線及內(nèi)孔尺寸的控制。
齒輪在超精加工中,公法線的尺寸會往減小的方面變化,對于內(nèi)孔尺寸會往加大的方面變化。其變小和變大一般在0.005-0.008mm范圍內(nèi)變化,因此在磨齒時(shí)控制的公法線盡量靠上限,對內(nèi)孔而言磨孔時(shí)控制的尺寸盡量靠下限。
六、行星輪系傳動齒輪超精加工的實(shí)際效果
1.有效的提高齒輪副的嚙合精度和傳動平穩(wěn)性,顯著減少齒輪的嚙合噪音。
在研磨和拋光中可徹底消除:①磨齒中的飛邊毛刺。②在人工倒棱中產(chǎn)生的飛邊毛刺。③齒輪在轉(zhuǎn)序加工中不慎在齒面產(chǎn)生磕碰而引起的飛邊毛刺和凸凹損傷。由于消除以上三種形式的表面缺陷,有效的提高齒輪副的嚙合精度和傳動平穩(wěn)性,顯著減小齒輪的嚙合噪音。
2.消除了引起軸承失效的根源。
超精加工可消除行星輪系傳動齒輪齒面上的飛邊毛刺等表面缺陷,從源頭上消除了通常從行星輪系傳動齒輪產(chǎn)生的潤滑碎屑,因此消除了引起軸承失效的根源。并有效提高了潤滑油的純凈度使?jié)櫥Ч玫礁纳?承壓壽命提高,磨損減少;振動摩擦噪音降低,接觸疲勞強(qiáng)度得到改善。
筆者長期從事大型礦用汽車驅(qū)動橋輪邊減速器的研究和制造,發(fā)現(xiàn)輪邊減速器的失效來自于軸承的失效最為多見,所換的潤滑油中存在大量的金屬碎屑,這些金屬碎屑均來自于行星輪系中的太陽輪和行星輪上的表面缺陷;對于TEREX TR100礦用汽車來說,單邊的輪邊減速器中有2個(gè)太陽輪和7個(gè)行星輪,嚙合的齒輪不但數(shù)量多而且有足夠的厚度同時(shí)齒輪的外徑尺寸又大,加工中存在嚴(yán)重的飛邊、毛刺等表面缺陷,對于行星輪系傳動齒輪來說用粗研+精研+拋光等于超精加工技術(shù)的應(yīng)用勢在必行。
3.使齒輪的承載能力得到提高,更有利于齒輪實(shí)現(xiàn)均載,有效的提高了齒輪的使用壽命。
行星輪系傳動齒輪磨齒之后的表面從微觀的角度分析觀察,其表面仍由圖8 所示的波峰和波谷組成,通過齒表面的研磨和拋光可以消除尺寸為h的波峰,減小波峰和波谷的高度差。Δ=H-h從而使齒輪副在嚙合中,接觸的表面積增大,使齒輪的承載能力得到提高,更進(jìn)一步有利于齒輪在承載中實(shí)現(xiàn)均載,有效的提高了齒輪的使用壽命。

4.齒輪的耐磨性能和疲勞強(qiáng)度得到進(jìn)一步提高。
齒面的耐磨性和疲勞強(qiáng)度,隨著齒輪表面粗糙度精度的提高而提高。