目前關于噴丸工藝參數的優化主要以提高齒輪殘余壓應力和彎曲疲勞強度為目標,相關文獻較少。噴丸工藝參數眾多,針對關鍵噴丸工藝參數的優化更切合工程實際。Lee 等通過優化噴丸工藝參數,提高了滲碳錐齒輪疲勞壽命,優化后的彈丸速度為 65 m/s,噴丸時間為 8 min,如圖 5 所示。但工藝參數優化結果是通過試錯法得到的,費時費力。Peenstress 軟件是 MIC 公司基于試驗開發的殘余應力預測軟件,該軟件可實現對殘余應力場優化設計,并未考慮粗糙度和其他表面性能參數,但該軟件不能實現任何材料齒輪的噴丸工藝參數優化,只能針對100%及以上覆蓋率進行工藝參數優化。Masahiko 等通過優化彈丸直徑與彈丸入射角度,增加了變速器齒輪彎曲疲勞強度,但并沒有考慮齒面性能。Peyrac 等為使 17NiCrMo6-4 齒輪彎曲疲勞性能與接觸疲勞性能達到最優,針對齒輪與齒輪鋼試樣設計了優化試驗,將噴丸工藝參數(三組)與滲碳工藝參數(兩組)進行自由配對,通過殘余應力、粗糙度、奧氏體表征試驗以及彎曲疲勞、接觸疲勞試驗結果,對工藝參數進行優選,達到了優化目的,但該方法適用于試驗組較少的情況。
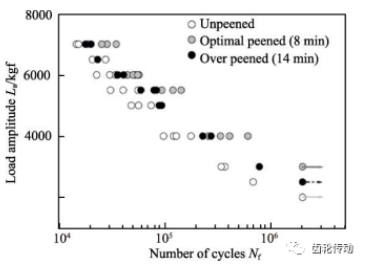
圖 5 不同噴丸工藝參數下的 S-N 曲線
優化齒輪噴丸工藝參數需在設計圖紙所要求的噴丸強度范圍內進行,通常設計圖紙所要求的噴丸強度范圍只針對齒根,并未考慮齒面。齒輪的關鍵區域不止一處,優化噴丸工藝參數需考慮齒根彎曲疲勞與齒面接觸疲勞,但存在矛盾的是,一組噴丸工藝參數很難同時滿足齒根彎曲疲勞與齒面接觸疲勞性能。因此,優化噴丸工藝參數時,應首先判斷齒輪失效形式,若齒輪失效形式主要為接觸疲勞,則齒面粗糙度比彎曲疲勞失效更關鍵;若齒輪失效形式為彎曲疲勞,則在齒輪中引入更深的殘余壓應力比降低齒面粗糙度更重要。此外,為滿足高性能齒輪制造要求,優化噴丸工藝參數時需考慮齒輪材質、熱處理等。
4 噴丸對齒根表面完整性的影響
1964 年,Field 等首次提出表面完整性概念,并將其分為 6 組不同的影響因素,包括視覺方面、尺寸方面、殘余應力方面、摩擦學方面、冶金學方面以及其他方面(例如導電、導磁性能等),如圖 6 所示。彎曲疲勞強度對齒根圓角處表面完整性參量非常敏感,本文主要關注噴丸對齒根表層殘余應力、硬度、表面粗糙度以及微觀組織的影響。
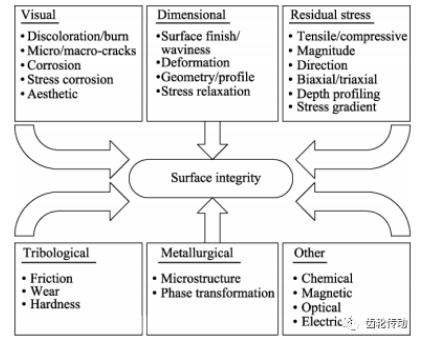
圖 6 表面完整性影響因素
殘余應力:齒輪噴丸后引入殘余壓應力,表現出應力強化機制,這是齒輪彎曲疲勞性能提升的原因之一。噴丸引入殘余壓應力的主要原因是,材料表面局部塑性變形與馬氏體相變。噴丸誘導殘余應力由兩種機制組成:在不存在其他變形機制的情況下,一種是工件表面切向塑性延展變形產生的殘余壓應力,這部分應力在表面最大,隨著深度的增加而減小,如圖 7a 所示;另一種是法向塑性變形產生的赫茲壓應力,這一應力在次表層達到峰值,如圖 7b 所示。噴丸過程中,上述兩種機制同時存在,因而誘導齒根表面形成殘余壓應力,沿深度方向快速增大,在次表層達到峰值,然后壓應力緩慢減小,最后趨于穩定。由于噴丸前滲碳熱處理會引入殘余壓應力,所以齒輪噴丸后,殘余應力分布曲線不會與中性軸相交。圖 8 為滲碳齒輪噴丸后,齒根沿齒廓方向的殘余應力場曲線圖,其中齒根殘余應力測試位置為齒根圓角 30° 切線點沿齒寬方向中點處,其包括兩個方向的殘余應力,分別為齒廓方向與齒輪軸向,通常工程技術人員主要關注齒廓方向的殘余壓應力值。
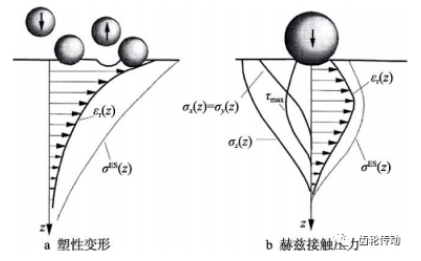
圖 7 殘余應力產生機制
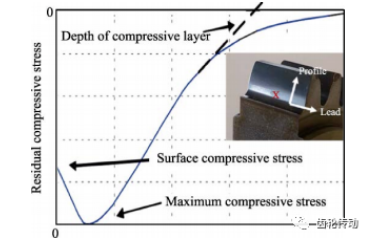
圖 8 噴丸處理后典型殘余應力場曲線圖
殘余應力場受噴丸工藝參數影響,其中噴丸強度和覆蓋率為主要噴丸工藝參數。由于殘余壓應力受塑性變形區深度與彈性應變量控制,噴丸強度越大,殘余壓應力沿深度方向積分值越大,而覆蓋率對殘余應力場影響不大,噴丸強度主要影響殘余壓應力層厚度,而材料屬性(主要指硬度)對殘余壓應力值影響很大。一般來講,滲碳齒輪噴丸后,齒根殘余壓應力峰值所在層深為 50~60 μm,殘余壓應力層厚度為 0.2~0.4 mm,殘余壓應力峰值可達 1170~ 1600 MPa。
硬度:噴丸是一種循環冷加工工藝,噴丸后有些材料會出現加工硬化,有些材料會出現加工軟化。例如奧氏體不銹鋼噴丸后,硬度會大幅提高,航空鋁材噴丸后會變軟,而循環冷加工對于彈簧鋼無影響。通常情況下,由于冷作硬化作用,滲碳齒輪噴丸后,硬度會提升,而且噴丸強度和覆蓋率越大,表面硬度值越高。噴丸誘導齒輪材料馬氏體相變與奧氏體晶粒細化,是硬度提升的重要原因。有數據表明,在 0.25~0.85 A 弧高值、150%~600%覆蓋率下,SCM415 滲碳齒輪噴丸后,齒根表面硬度提升30~80HV。如圖 9 所示,滲碳齒輪噴丸后,硬度沿層深方向變化趨勢與未噴丸齒輪大致相同。
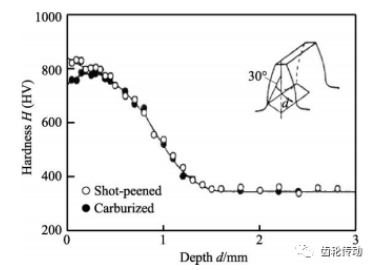
圖 9 齒根處沿深度方向硬度分布
表面粗糙度: 一般來講,工件噴丸后,表面粗糙度增大,這一現象被視為噴丸弱化效應。噴丸強度越大,齒輪表面粗糙度越大,適當增加覆蓋率,會降低齒輪表面粗糙度。由于粗糙度對齒面接觸疲勞性能、嚙合性能有較大影響,通常研究人員更關注齒面粗糙度,噴丸對齒面粗糙度影響機制可參見文獻。噴丸后,齒根粗糙度值取決于噴丸前機加工方法(例如磨齒、滾齒、銑齒)、噴丸前齒輪表面粗糙度以及噴丸工藝參數。表面粗糙度參數有多種,例如輪廓算術平均偏差 Ra、輪廓最大高度 Rz、輪廓峰谷總高度 Rt、偏度 Rsk 與峰度 Rku 等。目前,工程技術人員主要關注噴丸工藝對 Ra 的影響,但由于其他表面粗糙度參數對受噴齒輪表面彈坑也比較敏感,因而有必要深入研究噴丸對其他表面粗糙度參數的影響機制。通過調整噴丸工藝參數,得到最優齒輪表面形貌,減少齒輪表面應力集中,進而提高齒輪抗疲勞性能。
微觀組織: 齒輪噴丸后,微觀組織發生改變,表現出組織強化機制,這是齒輪彎曲疲勞性能提升的另一原因。通過文獻分析發現,目前國內外研究工作主要集中于殘余奧氏體的量化分析,而噴丸后,齒輪齒根表層梯度晶粒尺寸、位錯密度、晶粒取向、形變織構等研究并不深入。AGMA 指出,噴丸會誘導亞顯微位錯,應變會誘導相變發生。Ho 等研究表明,晶粒細化與馬氏體相變是齒輪噴丸后發生的主要微觀組織演變形式。因此,本節主要從殘余奧氏體與晶粒尺寸兩方面闡述噴丸對微觀組織的作用機制。
齒輪表層微觀組織對噴丸的響應主要取決于殘余奧氏體含量。有研究表明,盡管噴丸可提升殘余壓應力,但彎曲疲勞壽命的提高取決于噴丸降低殘余奧氏體的能力。為了產生殘余壓應力,噴丸使齒輪表面發生永久塑性變形,將不穩定的奧氏體轉變為馬氏體。噴丸強度與覆蓋率越大,奧氏體轉變量越多。有數據表明,16MnCr5 滲碳齒輪齒根殘余奧氏體峰值為 30%,噴丸后,殘余奧氏體峰值接近 20%,其中噴丸強度為 0.3 A,彈丸型號為 S330,如圖 10 所示。Hirsch 等研究了噴丸工藝參數對 16MnCr5 滲碳齒輪齒根殘余奧氏體的影響。研究發現,未噴丸齒輪齒根表面殘余奧氏體含量為 2%,0.05~0.07 mm 層深處殘余奧氏體含量為 36%,隨后沿層深逐漸降低,在 0.5 mm 層深處,殘余奧氏體含量為 13%。100%覆蓋率下,采用 S230 彈丸(硬度為 54~58HRC)對齒輪進行噴丸處理,噴丸后,齒根殘 余奧氏體峰值為 26%,所在層深為 0.08 mm;采用 S330 彈丸(硬度為 48~52HRC)進行噴丸處理,殘余奧氏體轉變量變大,其中,齒根殘余奧氏體峰值為 20%,所在層深為 0.08~0.09 mm。
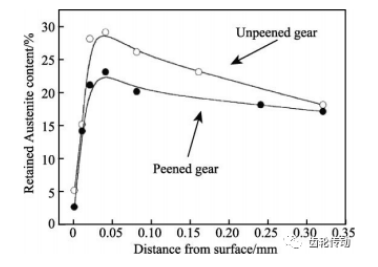
圖 10 殘余奧氏體含量
關于噴丸誘導晶粒細化方面的研究,Cunha 等指出,20MnCr5 滲碳齒輪鋼噴丸(噴丸時間 2 h、回火溫度 160 ℃)后,滲碳表層 ASTM 晶粒度為 9~11 級,但并沒有指出噴丸對晶粒細化層深度的影響。Spice 等對 SAE 8620 滲碳錐齒輪進行噴丸處理(彈丸型號 MI-330-H,覆蓋率 150%,噴丸強度 0.19~ 0.23 C),結果表明,噴丸前后,心部奧氏體晶粒尺寸不變,ASTM 晶粒度均為 9.25 級,而表層晶粒尺寸未見報道。大多數疲勞裂紋萌生于工件表面,由于噴丸處理齒輪表層為細晶,可提高疲勞裂紋萌生門檻值,所以細晶對提高齒輪抗疲勞性能具有重要意義。
表面完整性參量相互關系研究: 齒根表面完整性參量之間相互關聯,在某種程度上決定了疲勞性能的提升。表面完整性參量之間的關聯性實際上反映了組織強化與應力強化機制之間的關系,齒輪表面粗糙度與硬度也受到這兩種機制的影響。因此,本節主要從應力完整性與組織完整性方面,闡述“滲碳+噴丸”齒輪表面完整性參量之間的相互關系。
首先是應力完整性方面。滲碳齒輪噴丸誘導齒輪表層發生循環塑性變形,在齒輪表層引入殘余壓應力。滲碳齒輪噴丸后,表面殘余奧氏體通過冷作硬化作用,轉變為馬氏體,噴丸后殘余壓應力的引入與馬氏體相變有關。調整噴丸前殘余奧氏體含量,可提高殘余壓應力;增加殘余奧氏體含量,可誘導馬氏體含量增加。馬氏體相變體現了冷作硬化水平,在一定程度上與殘余應力成正比。因此,噴丸前齒輪殘余奧氏體含量對噴丸后齒輪殘余壓應力提升水平有重要影響。另外,殘余奧氏體轉變量很大程度上由噴丸強度、覆蓋率、彈丸直徑等噴丸工藝參數決定。馬氏體轉變越充分,殘余壓應力越大。齒輪噴丸后,殘余應力分布受冷加工的影響,即:當齒輪硬度增加時,殘余壓應力值增大;當齒輪硬度降低時,殘余壓應力值減小,但殘余壓應力層深增大;齒輪硬度越大,噴丸對齒輪表面粗糙度的影響越弱。
其次是組織完整性方面。噴丸誘導齒輪表層發生循環塑性變形,其塑變過程實際上是齒輪表層位錯運動的結果。齒輪變形抗力越大,阻礙位錯運動的能力越強。噴丸引入的殘余壓應力抵消了外加拉應力,實際是減少了齒輪表層位錯運動的驅動力,阻礙了晶體滑移。噴丸后,齒輪表層位錯密度增加,位錯的纏結與堆垛演變成亞晶界,晶粒發生細化,因而對位錯運動的阻礙作用增強,宏觀表現為齒輪表面硬度增加。相變誘導馬氏體含量增加,宏觀上也表現為齒輪表面硬度提高。表面粗糙度、微觀形貌也反映了硬度與塑性變形水平。
表面完整性參量相關性如圖 11 所示,其中“+” 代表正相關,“?”代表負相關。殘余壓應力、顯微組織、硬度、表面粗糙度皆與塑性變形相關。齒輪表層硬度對微觀組織變化比較敏感,微觀組織對殘余應力有直接影響。表面完整性參量之間的關聯規律是動態的。例如,通常情況下,噴丸在齒輪表面引入彈坑,會增加齒輪表面粗糙度,隨著塑性應變的增加,齒輪表面形貌發生變化,表面粗糙度呈現下降趨勢,但隨著塑性變形的持續增加,齒輪表面損傷加大,粗糙度會變大。齒輪噴丸后,表面完整性參量之間存在相互制約的情況。例如,齒輪表層塑性應變誘導硬度提高,提升了齒輪表層殘余壓應力值,但制約了殘余壓應力層深的增加。根據文獻分析,目前研究人員只是從機理層面對噴丸處理齒輪表面完整性參量之間的關聯性進行了揭示,而表面完整性參量之間的數學模型尚未建立。另外,圖 11 所示的表面完整性參量關聯規律可能并不完整,還需進一步完善。
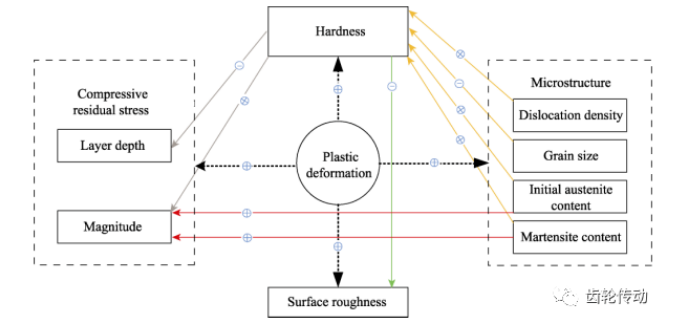
圖 11 表面完整性參數相關性