齒輪疲勞斷裂機理: 滲碳齒輪噴丸強化前后的疲勞斷裂機理可能不同,主要表現在裂紋源位置的改變。有研究表明,滲碳齒輪彎曲疲勞裂紋源位于表面,而多數情況下齒輪(特別是高強度齒輪)噴丸后,高周疲勞裂紋源位于次表面。圖 12為某差速器滲碳錐齒輪噴丸前后的齒根疲勞斷口圖,圖中箭頭指向裂紋源位置,該圖直觀地反映了上述結論。為進一步揭示裂紋源位置,Xi對 MnCr 鋼變速器齒輪進行疲勞斷口分析,發現噴丸使裂紋源從齒根表面移動至次表層 0.25~0.45 mm 深度處。經文獻分析可知,滲碳齒輪彎曲疲勞裂紋源在表面,與滲碳(真空滲碳除外)時形成的內氧化表層有關,齒輪噴丸引入的殘余壓應力可有效抑制內氧化物產生的不良影響,阻止表面裂紋萌生,但次表層裂紋容易成核。次表層裂紋成核與煉鋼過程中產生的夾雜物有關,非金屬夾雜物造成齒輪局部應力增加。在載荷應力狀態、非金屬夾雜物、殘余壓應力相互作用下,齒輪噴丸后,次表層非金屬夾雜物引起裂紋萌生,并成為除表面內氧化層外的另一薄弱處。研究人員通過 SEM 表征試驗發現,滲碳齒輪噴丸后,齒根高周疲勞斷口呈現魚眼狀形貌,如圖 13 所示。另外,有學者通過疲勞斷口分析(主要為高周疲勞斷裂)發現,噴丸后,齒輪或者齒輪鋼裂紋源處斷裂模式多表現為穿晶斷裂、沿晶斷裂或者沿晶-穿晶混合型斷裂,這取決于工件表層殘余壓應力水平、材質以及所受載荷等。
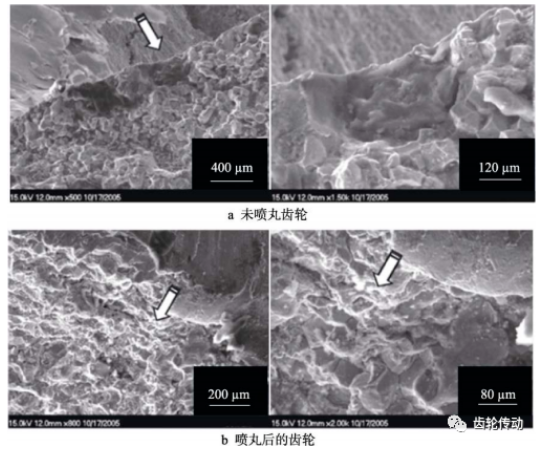
圖 12 疲勞斷口
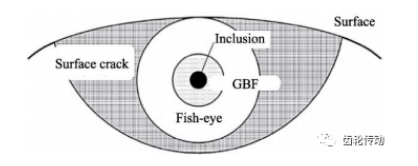
圖 13 次表層裂紋擴展示意圖
齒根次表層非金屬夾雜物附近裂紋擴展過程如圖 13所示。其擴展過程分為三個階段:1)夾雜物周圍形成顆粒狀亮區(GBF)或稱細晶粒區(FGA),夾雜物附近微細碳化物顆粒離散剝離,萌生出許多微裂紋,這些微裂紋在循環載荷作用下擴散并愈合;2)裂紋擴展形成魚眼,次表層裂紋擴展到齒輪表面;3)齒輪表面疲勞裂紋進一步擴展,最終導致疲勞斷裂。
彎曲疲勞性能影響因素研究:
殘余應力場的影響 根據文獻分析,齒輪噴丸后,齒根殘余壓應力、硬度、表面粗糙度以及滲碳異常層與齒輪彎曲疲勞壽命之間存在一定關系,如圖 14 所示。殘余應力對彎曲疲勞強度有重要影響,硬度的增加是疲勞性能提升的次要原因,粗糙度對彎曲疲勞強度影響不大。目前齒輪噴丸后,齒根微觀組織表征參量(例如晶粒尺寸、位錯密度、奧氏體含量等)與彎曲疲勞性能的相互關系模型未見報道。另外,雖有研究指出,SAE 4340 齒輪鋼噴丸后,彎曲疲勞強度與硬度成線性正比關系,但兩者之間的關系只是表象,是一種經驗關系,所以有待針對不同齒輪鋼材料,深入研究硬度對彎曲疲勞性能的影響機制。基于此,本節主要探討了殘余應力場對彎曲疲勞性能的影響。
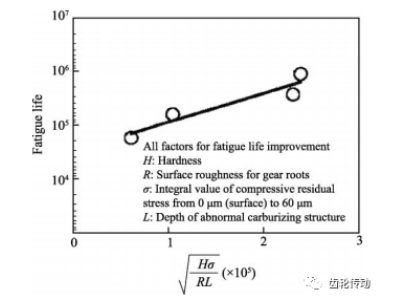
圖 14 表面完整性參數與疲勞壽命的關系
噴丸引入殘余壓應力,通過降低裂紋擴展率,提高裂紋擴展門檻值,降低了裂紋擴展驅動力,因而可有效阻止裂紋擴展,提高齒輪彎曲疲勞壽命。Mitsubayashi 等針對 SCr420 滲碳齒輪鋼的研究表明:噴丸引入的殘余壓應力峰值越大,疲勞強度越高;殘余壓應力峰值位置靠近短裂紋擴展區域,可有效提升疲勞強度;殘余壓應力層深越厚,疲勞性能越好。為進一步揭示殘余應力場特征參量與齒輪彎曲疲勞強度的關系,Sakurada 等認為殘余壓應力峰值或 0~0.1 mm 層深的平均殘余壓應力值與彎曲疲勞強度相關性最好。Ogawa 等指出,齒根深度方向 0.05 mm 處(通常為殘余壓應力峰值位置),殘余壓應力分布對齒輪彎曲疲勞強度影響非常關鍵。Okada 等研究表明,齒根處殘余壓應力峰值、殘余應力從外表面到 0.4 mm 層深的積分值與 105 循環次下彎曲疲勞強度的相關性最好。綜上可知,增加殘余壓應力峰值,是提升齒輪彎曲疲勞性能的關鍵,殘余壓應力峰值所在深度并不是越深越好。另外,殘余壓應力峰值與齒輪彎曲疲勞強度之間存在線性關系。如圖 15 所示,齒輪齒根殘余壓應力峰值越大,疲勞強度越高。
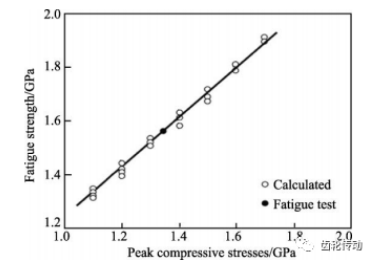
圖 15 殘余壓應力峰值與疲勞強度關系
噴丸工藝參數的影響 噴丸強度與覆蓋率在噴丸工藝參數中最為關鍵。研究表明,噴丸強度是沖擊動能的函數,增加噴丸強度,是提升齒根彎曲疲勞強度最有效的辦法。如圖 16 所示,低周疲勞下 SAE 4023 齒輪彎曲疲勞壽命隨噴丸強度的增大而增大,當達到最優的噴丸強度后,疲勞壽命逐漸減少;另外,隨著噴丸強度的增加,齒輪疲勞失效逐漸由彎曲疲勞轉化為接觸疲勞。針對 SAE 4340 齒輪鋼,文獻也得出了相同結論,而且噴丸強度為 15 A 時,彎曲疲勞強度最高。覆蓋率對彎曲疲勞性能提升作用不大,如圖 17 所示,覆蓋率從 200%增加到 600%,107 循環次下,SCM 415 齒輪鋼疲勞強度僅增加9%。因此,若 200%覆蓋率噴丸后齒輪疲勞壽命不能滿足設計要求,說明噴丸已難以解決該種齒輪疲勞問題,應考慮更換齒輪材料或重新設計齒輪。為揭示覆蓋率與噴丸強度對彎曲疲勞性能的影響,其他科研工作者也做了類似研究。Vielma 等采用旋轉彎曲試驗(載荷取拉伸強度的 50%),設計 2 種試驗方案,研究了覆蓋率與噴丸強度對 SAE 4340 齒輪鋼疲勞性能的影響。方案 1 為在 100%覆蓋率下,不同噴丸強度(8 A、10 A、16 A、21 A)對疲勞壽命的影響,結果表明,隨著噴丸強度的遞增,疲勞壽命呈上升趨勢,當噴丸強度為 10 A 時,疲勞壽命最長,隨后疲勞壽命開始下降。方案 2 為在 10 A 噴丸強度下,不同覆蓋率(0%、80%、100%、 200%)對疲勞壽命的影響,研究規律與前者類似。綜上所述,增加噴丸強度與覆蓋率可提升齒輪彎曲疲勞性能,噴丸強度與覆蓋率皆存在最優值,當超過最優值,由于齒輪表面損傷,疲勞性能下降。

圖 16 噴丸強度對齒輪彎曲疲勞壽命的影響
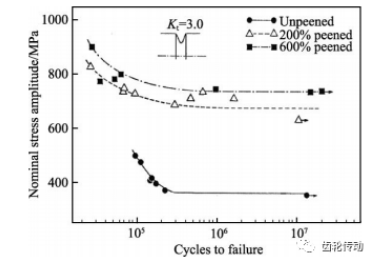
圖 17 不同覆蓋率條件下齒輪鋼 S-N 曲線
合金元素的影響 噴丸對提升齒輪彎曲疲勞強度有顯著效果,為進一步提升彎曲疲勞強度,可通過調整某一種齒輪鋼合金元素含量的方法來實現。DSG1 與 SCM420 均為齒輪用鋼,其化學成分如表 2 所示。由于 DSG1 中磷(晶界脆化元素)含量較少,鉬含量較多(晶間氧化減少),這使得 DSGl 滲碳后,殘余奧氏體含量大于 SCM420,晶間氧化深度比 SCM420 要淺,而且具有較高的基體韌性。研究表明,噴丸后,DSG1 比 SCM420 殘余壓應力大、硬度高、疲勞強度高。Nakamura 等針對 SCr420 鋼的研究表明:降低硅含量,可使晶界氧化層變淺;提升鉬含量,可阻止非馬氏體層形成,提升材料硬度。當鉬含量為 0.8%時,非馬氏體層消失。該團隊設計出高鉬低硅含量齒輪鋼,經噴丸處理后,其殘余壓應力大大提升,與 SCr420 鋼相比,107 循環次下,所設計的齒輪鋼彎曲疲勞強度可提升 100%以上。滲碳齒輪鋼中合金元素對殘余奧氏體的影響如圖 18 所示,可見,在滲碳鋼中添加合金元素(如鉻、錳、鉬),可增加殘余奧氏體含量,噴丸處理后,可提高其殘余壓應力和抗疲勞性能。考慮到普通滲碳齒輪用鋼已經含有約 1%的鉻和錳,增加鉻和錳含量可能會導致晶間氧化和碳化物的增加。Okada 等通過加大 SCr420H 齒輪鋼中的鉬含量,有效增加了殘余奧氏體含量,而且晶間氧化層薄,噴丸處理后提高了齒輪殘余壓應力與疲勞強度。
表 2 DSG1 鋼與 SCM420 鋼化學成分

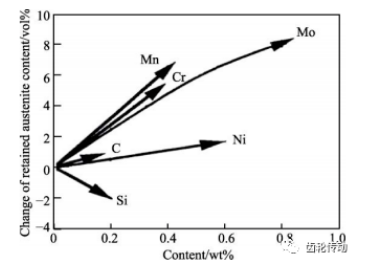
圖 18 合金元素對表層殘余奧氏體的影響
綜上,滲碳齒輪鋼中增加鉬含量并降低硅含量,可提高鋼中奧氏體含量,降低內氧化,阻止非馬氏體層的形成,進而提高齒輪彎曲疲勞強度。但應注意,不經過噴丸處理而只改變鋼中合金元素,滲碳齒輪彎曲疲勞強度僅得到輕微提高,而最有效的辦法是在此基礎上進行噴丸強化處理。
齒輪幾何形狀的影響 關于噴丸后齒輪幾何形狀對疲勞性能的影響機制的研究,主要涉及齒輪模數與齒根圓角半徑。相同齒數(齒數為 22)、不同模數的 16MnCr5 滲碳齒輪,無論是否經過噴丸處理(工藝參數相同),5×106 循環次下,8 mm 模數齒輪的彎曲疲勞強度比 5 mm 與 3 mm 模數齒輪的彎曲疲勞強度小,如圖 19 所示。表面完整性表征參量測試結果表明,未噴丸齒輪中,8 mm 模數齒輪硬度、殘余壓應力比 5 mm 與 3 mm 模數齒輪的值小;而噴丸處理后,8 mm 模數齒輪的殘余壓應力、半高寬值比 5 mm 與 3 mm 模數齒輪的值大。究其原因是由于材料疲勞強度隨工件尺寸增大而降低,即材料尺寸效應。8 mm 模數滲碳齒輪殘余壓應力與硬度小,說明其表面缺陷(冶金缺陷)較多,鋼中組織致密性和均勻性等較差,加大了疲勞裂紋萌生機率,由此齒輪疲勞強度下降。
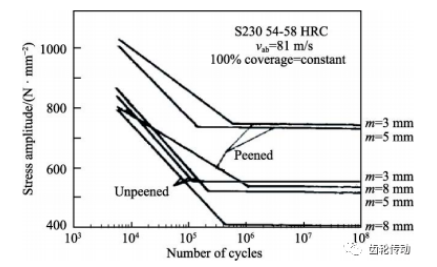
圖 19 不同模數齒輪的 S-N 曲線
關于齒根圓角半徑對滲碳齒輪噴丸后彎曲疲勞性能的影響機制,Hirsch 等提出,齒根圓角半徑越大,彎曲疲勞強度越大,而且噴丸后,齒輪彎曲疲勞強度增加越明顯,如圖 20 所示。其中,齒輪材質為 16MnCr5 鋼,硬度為 600HV,模數為 5 mm,彈丸型號為 S230。因此,噴丸前合理增加齒根圓角半徑,噴丸后可較大幅度提升疲勞強度。
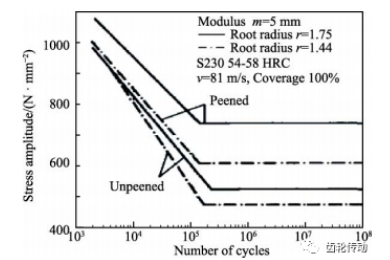
圖 20 不同齒根圓角半徑齒輪的 S-N 曲線
材料缺陷的影響 圍繞齒輪噴丸強化工藝,常見的齒輪材料缺陷包括熱處理缺陷(脫碳、非馬氏體層)與冶金缺陷(非金屬夾雜物)。脫碳是鋼在熱處理過程中,表面碳含量降低的現象。研究表明,由于脫碳,高強度鋼(240 ksi 及以上)疲勞強度降低 70%~80%,低強度鋼(140~150 ksi)降低 45%~55%。可見,高強度鋼由于脫碳造成的疲勞強度下降問題比較突出。圖 21 表明了噴丸處理可恢復大部分由于脫碳而損失的疲勞強度。因此,當脫碳問題在齒輪加工中無法避免時,為改善齒輪表面完整性,技術人員應考慮將噴丸納入齒輪設計當中。
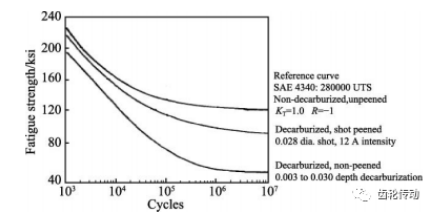
圖 21 噴丸對脫碳的影響
齒輪在熱處理過程中,由脫碳引起的非馬氏體層經常出現,并且在滲碳鋼中不可避免。非馬氏體層硬度低,造成彎曲疲勞強度下降,因此去除非馬氏體層,對提升彎曲疲勞性能至關重要。Lyu 等通過 SEM 發現,SCM415 滲碳齒輪齒根處非馬氏體層厚度為 16 μm,經噴丸處理(弧高值為 0.52 A)后,非馬氏體層去除效果不明顯,如圖 22 所示,但經化學拋光 20 μm 后,非馬氏體層被完全去除。同時,采用化學拋光工藝對噴丸后齒輪表面拋光 20~30 μm 后,3×106循環次下齒輪彎曲疲勞強度提升了約 580 MPa,為滲碳齒輪彎曲疲勞強度的 1.77 倍。Tsuji 等研究發現,采用鋼絲切丸和鑄鋼丸對 SCM420H 滲碳齒輪鋼進行二次噴丸,可去除工件非馬氏體層。由此可見,為節約齒輪加工成本,采用合適的噴丸工藝,即使不采用真空滲碳,也可以達到去除非馬氏體組織的效果。
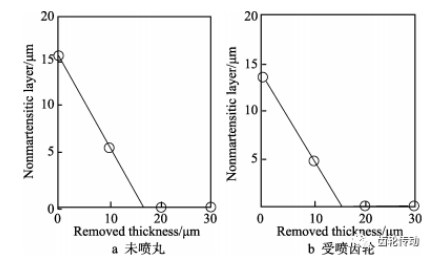
圖 22 化學拋光去除非馬氏體層
研究非金屬夾雜物幾何特征,對了解齒輪噴丸后疲勞裂紋形成機制,以及提高齒輪彎曲疲勞性能至關重要。研究表明,經噴丸處理后,MnCr 合金鋼(例如 20MnCr5、16MnCr5、SCM420H)疲勞裂紋主要萌生于硫化錳夾雜物,CrNiMo 合金鋼(例如 18CrNiMo7-6、SAE 52100)疲勞裂紋主要萌生于氧化鋁夾雜物,如圖 23 所示。Bretl 等通過 SEM 揭示了 16MnCr5 齒輪噴丸處理后,齒根斷口夾雜物的化學成分、位置與尺寸,夾雜物主要以硫化錳為主,并包含了 Al、Ca、Mg 元素,尺寸為 0.03 mm,位于齒根表面下 0.16 mm 深度處。Winkler 等研究了 20MnCr5 與 18CrNiMo7-6 滲碳齒輪噴丸處理后的疲勞斷裂特性,研究表明,夾雜物尺寸與齒輪模數成正比,夾雜物所在斷裂面層深與齒輪模數成正比,但無論齒輪模數大小,夾雜物均位于滲碳層內。Fuchs 等指出,高強度齒輪噴丸處理后,非金屬夾雜物面積與非金屬夾雜物所在層深之間無明顯的正比關系;此外,外部載荷和殘余壓應力狀態不同,使得非金屬夾雜物外形各異,其附近表現出不同程度的 應力集中。根據文獻分析,大多數齒輪噴丸后,齒根裂紋源位于非金屬夾雜物處,夾雜物數量越少,夾雜物越小,非金屬夾雜物處萌生裂紋的概率就越低,齒輪抗疲勞性能越好。因此,提高齒輪鋼清潔度極其重要。
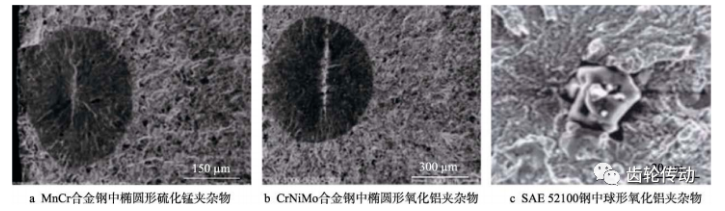
圖 23 齒輪鋼中典型非金屬夾雜物
綜上,噴丸處理齒輪彎曲疲勞性能影響因素眾多,若要提高齒輪彎曲疲勞強度,需采取的措施包括:1)合理選取噴丸工藝參數,以提高殘余壓應力、硬度,減小粗糙度;2)調整合金元素含量(增加鉬含 量、降低硅含量),設計新型齒輪用鋼;3)齒輪在設計中應考慮幾何形狀對疲勞的影響,盡可能減少應力集中;4)控制熱處理帶來的缺陷(內氧化、非馬氏體層、脫碳等);5)通過降低鋼中氧含量來減少非金屬夾雜物,提高齒輪鋼潔凈度。此外,還要避免齒輪機加工(磨齒、剃齒)在齒根圓角處產生缺口,造成疲勞強度下降。
彎曲疲勞性能提升:一直以來,噴丸處理齒輪彎曲疲勞性能提升的幅度問題備受關注。為評估噴丸對齒輪彎曲疲勞性能的提升作用,通常采用單齒彎曲疲勞測試試驗,由于該方法可有效避免點蝕、膠合、磨損等其他失效形式對彎曲疲勞性能測試的干擾,典型單齒彎曲疲勞試驗臺如圖 24 所示。由前述可知,齒輪彎曲疲勞影響因素眾多,因而噴丸后齒輪彎曲疲勞強度的提升不是一個恒定值。但通常情況下,在 106 循環次下,噴丸強化工藝可使齒輪彎曲疲勞強度提高 30%以上。另外,已有一些組織機構和標準對噴丸處理齒輪彎曲疲勞強度提升幅度做出明確要求,例如 20% (勞氏船級社、挪威船級社)和 15%(ANSI/AGMA 6032-A94 船用齒輪裝置標準)。AGMA 指出,彎曲疲勞性能增加幅度不僅受噴丸工藝條件、材質、表面狀態等影響,而且與最大載荷下齒輪的設計壽命有關。圖 25 為某汽車滲碳齒輪噴丸前后的 S-N 曲線對比圖,設計壽命分別為 105、106、107 時,噴丸后彎曲疲勞強度增加約 10%、25%、50%。同時,圖 25 表明,相同疲勞壽命下,噴丸齒輪可以承受更大的載荷;高周疲勞條件下,齒輪噴丸效果比較明顯。另外,S-N 曲線向左延伸逐漸相交于一點,由此說明,噴丸并不能有效提升材料靜強度。
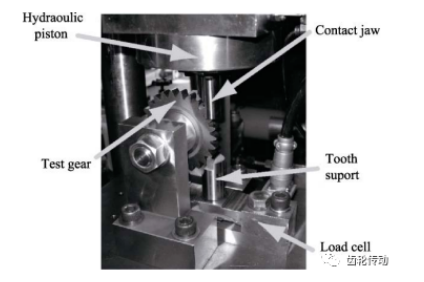
圖 24 疲勞試驗臺
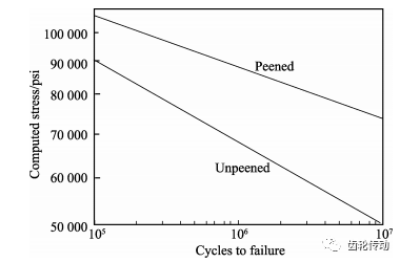
圖 25 噴丸前后 S-N 彎曲疲勞壽命曲線對比
滲碳齒輪噴丸強化后,抗彎曲疲勞性能取決于殘余壓應力分布與齒輪表面損傷之間的平衡。此外,噴丸會改變齒輪失效模式,受彎曲疲勞約束的齒輪,噴丸后抗彎曲疲勞性能增加,而接觸疲勞將成為潛在失效模式。
噴丸齒輪彎曲疲勞建模: 為節約設計成本,建立齒輪噴丸后彎曲疲勞強度或壽命模型,一直備受科研人員青睞。Lee 等基于有限元法,利用 MSC. Fatigue 疲勞分析軟件對實際載荷條件(21 574.63 N)下的 SCM 920 汽車錐齒輪疲勞壽命進行了建模。研究表明,未噴丸齒輪疲勞壽命為 4.46×106 循環次,噴丸后,齒輪疲勞壽命為 1.0×1020 循環次,實驗值與仿真值的誤差范圍為 20%~30%。Mitsubayashi 等將齒輪齒根簡化為缺口板件,用線性斷裂力學方法對滲碳齒輪噴丸強化后的疲勞裂紋擴展和疲勞強度進行了分析預測,但并未考慮裂紋閉合的影響。Benedetti 等針對 16MnCr5 滲碳齒輪,采用多軸疲勞準則,結合有限元分析,建立了滲碳齒輪與噴丸齒輪疲勞極限預測模型。研究發現,滲碳齒輪彎曲疲勞極限預測值準確性高,而滲碳齒輪噴丸后,疲勞極限預測值比實驗值低。Tobe 等基于試驗,建立了關于殘余應力與硬度的彎曲疲勞強度模型,如式(1)所示。
式中,σu 為彎曲疲勞強度,Hc 為心部硬度,Hs 為齒根附近表面硬度,σR 為齒根圓角表面殘余壓應力。該模型適用于滲碳齒輪(5%誤差)和“滲碳+噴丸”齒輪(10%誤差),只考慮了殘余應力、硬度與彎曲疲勞強度的定量關系,并未從微觀方面基于斷裂力學考慮裂紋萌生與擴展。
Inoue 等在 Tobe 等人研究的基礎上對模型進行了修正,如式(2)所示,誤差約為 5%,但適用于滲碳齒輪和“滲碳+噴丸”齒輪。Y. Okada 等針對 SCr420H 變速器噴丸處理齒輪,建立了滲碳層深度 H、殘余應力峰值 RSmax 與疲勞強度 σw(105 循環次)的關系模型,如式(3)所示。Matsumoto 等建立了滲碳齒輪噴丸后弧高值 H 與彎曲疲勞強度 σw(105 循環次)的關系,見式(4)。上述 Okada 與 Matsumoto 通過擬合試驗點、回歸分析,得到彎曲疲勞模型,但只適用于特定試驗條件下的齒輪疲勞建模。Comandini 等基于相對應力梯度方法(RSG)與 Eichlseder 模型,預測了 Ni-Cr 高強度鋼齒輪齒根彎曲疲勞強度,該方法通用型較強,適用于其他噴丸工件彎曲疲勞性能預測。

從微觀方面,Fuchs 等基于 Murakami 方程,在考慮齒根次表層非金屬夾雜物的條件下,建立了高強度優質鋼齒輪彎曲疲勞強度模型,如式(5)所示。
式中,σW 為局部彎曲疲勞強度,σW=1.56(HV+120)/![]() ;HV 為裂紋萌生處硬度值;S 為非金屬夾雜物主應力方向投影面積;σA 為等效局部疲勞強度;σm 為局部平均應力;M 為平均應力敏感系數;σRS 為殘余應力;ME 為殘余應力敏感系數。該模型僅對 107 循環次以下(包括 107 循環次)的彎曲疲勞強度建模有效,并且所建模型并沒有考慮 ODA(光學暗區),因此模型精度有待提高。
;HV 為裂紋萌生處硬度值;S 為非金屬夾雜物主應力方向投影面積;σA 為等效局部疲勞強度;σm 為局部平均應力;M 為平均應力敏感系數;σRS 為殘余應力;ME 為殘余應力敏感系數。該模型僅對 107 循環次以下(包括 107 循環次)的彎曲疲勞強度建模有效,并且所建模型并沒有考慮 ODA(光學暗區),因此模型精度有待提高。
根據文獻分析,齒輪噴丸后,彎曲疲勞建模主要包括兩種方法:一種是設計噴丸試驗并進行殘余應力、硬度等參量表征試驗,擬合試驗數據點,采用回歸分析,建立彎曲疲勞強度(或壽命)與殘余應力、硬度等參量的關系模型;第二種方法是基于理論模型(例如斷裂力學、多軸疲勞準則、有限元模型等),設計試驗,推導或仿真建立疲勞強度(或壽命)預測模型。齒輪噴丸后,彎曲疲勞建模需要考慮殘余應力的影響、微觀組織演變以及齒輪服役中殘余應力松弛等,難度較大,目前所建立的彎曲疲勞模型并不具有普適性。
6 總結與展望
噴丸強化工藝可提高齒輪殘余壓應力與硬度,降低殘余奧氏體含量,進而提升齒輪彎曲疲勞性能,已被廣泛應用于齒輪制造領域。齒輪常用噴丸方法包括氣動式噴丸與離心式噴丸。高周疲勞條件下,齒輪噴丸強化效果顯著。噴丸工藝仿真與工藝參數優化方法研究取得了一定的進展,但仍然不盡人意,主要表現在仿真模型過于簡化,噴丸工藝參數優化模型尚未建立。滲碳齒輪噴丸后,齒輪斷裂機制可能發生改變,尤其是高強度齒輪噴丸后,高周疲勞下齒根斷裂機制與滲碳齒輪相比明顯不同。滲碳齒輪噴丸后,抗彎曲疲勞性能受諸多因素影響。齒輪表層殘余應力場與彎曲疲勞強度相關性較大,而微觀組織與疲勞強度之間的關系模型有待建立。噴丸后,齒輪彎曲疲勞建模主要是基于斷裂力學、多軸疲勞準則等理論,結合線性回歸、數據擬合、有限元等方法,通過設計試驗實現的,模型精確度有待提高,而且普適性有待完善。因此,針對上述問題,面向長壽命、低噪聲、高承載等 高性能齒輪制造需求,今后應加強以下研究:
1)齒輪噴丸“組織場-應力場-表面形貌-疲勞強度-噪聲”相互關系模型有待建立。可采用 SEM-EBSD、TEM、XRD 等表征手段、以及齒輪嚙合性能試驗、模擬仿真技術和數學算法,研究建立“組織場 -應力場-表面形貌-疲勞強度-噪聲”數學模型。通過調控組織場、應力場、表面形貌,對齒輪疲勞壽命、傳動性能進行主動設計,實現長壽命、低噪聲、高承載等高性能制造要求。
2)開發面向噴丸工藝參數優化與性能預測的工業軟件。通過試驗,建立齒輪噴丸數據庫,開發面向殘余應力、粗糙度、晶粒尺寸、硬度、疲勞強度(彎曲疲勞與接觸疲勞強度)等預測和工藝參數(主要指噴丸強度)優化的多功能集成軟件,對縮短產品開發周期、節約成本具有重要意義。
3)復合加工是未來高性能齒輪制造的發展方向。為滿足高性能齒輪制造要求,研究噴丸與其他工藝(化學/電解拋光、真空滲碳)復合加工,不同噴丸方法之間的復合加工(例如超聲-微粒噴丸、應力-二次噴丸),不同彈丸類型的復合噴丸(例如鋼絲切丸- 玻璃彈丸、鑄鋼丸-陶瓷彈丸),將會在高性能齒輪制造中發揮巨大作用。
4)新型噴丸系統開發及噴丸強化工藝數字化轉型,將會滿足高性能齒輪制造需求。面向日趨激烈的市場競爭,人們對齒輪殘余壓應力穩定性、微觀組織穩定性、傳動性能以及疲勞強度等方面提出了更高的要求。在不改變齒輪材料和熱處理工藝的情況下,普通噴丸工藝往往難以滿足高性能齒輪制造要求,因此有望從噴丸設備方面進行突破。如在普通噴丸工藝的基礎上引入其他能場(例如熱場),開發經濟適用的新型齒輪噴丸強化系統。另外,面向工業 4.0,結合虛擬現實技術、增強現實技術、傳感器等技術,開發基于“數字孿晶”的新型齒輪噴丸系統,在物理世界與數字世界之間建立準實時聯系,最終實現高性能齒輪智能制造。